2026-04-21
2026-04-21 Aci motor ketepatan ialah komponen berputar pusat motor elektrik — rod silinder yang menghantar tork dari pemutar motor ke beban yang didorong. Walaupun penerangan itu kedengaran mudah, perkataan "ketepatan" membawa berat kejuruteraan yang sangat besar. Aci motor ketepatan bukan sekadar rod keluli yang dipusing; ia adalah komponen berdimensi teliti, siap permukaan dan dikawal toleransi yang ketepatan geometrinya secara langsung menentukan prestasi motor, berapa lama ia bertahan dan sama ada sistem yang dipandunya beroperasi dengan pasti.
Dalam aplikasi ketepatan rendah, ketidaktepatan aci boleh ditutup oleh gandingan fleksibel atau diserap oleh sistem pelekap yang mematuhi. Tetapi dalam motor berkelajuan tinggi, pemacu servo, peranti perubatan, penggerak aeroangkasa dan instrumentasi ketepatan, malah sisihan tahap mikron dalam diameter aci, habisan atau kemasan permukaan diterjemahkan terus kepada getaran, kehausan galas, kehilangan kuasa, bunyi bising dan kegagalan pramatang. Jurang antara aci motor biasa dan aci motor ketepatan bukan hanya soal nombor yang lebih ketat pada lukisan — ia mencerminkan proses pembuatan yang berbeza secara asasnya, amalan metrologi dan kriteria pemilihan bahan.
Artikel ini merangkumi semua yang jurutera, pakar perolehan dan pereka produk perlu memahami tentang aci motor ketepatan — daripada pemilihan bahan dan kaedah pembuatan kepada piawaian toleransi, rawatan permukaan dan analisis kegagalan.
Pemilihan bahan adalah asas kepada aci motor ketepatan prestasi. Bahan yang dipilih mesti memenuhi pelbagai keperluan bersaing secara serentak: kekuatan yang mencukupi untuk menghantar tork terkadar tanpa menghasilkan, kekerasan yang mencukupi untuk menahan haus permukaan pada antara muka galas dan gandingan, kebolehmesinan yang membolehkan toleransi ketat dicapai secara ekonomi, dan dalam banyak kes, rintangan kepada kakisan, suhu ekstrem, atau gangguan magnet.
Keluli karbon sederhana seperti AISI 1045 dan keluli aloi rendah seperti AISI 4140 dan 4340 adalah kuda kerja pengeluaran aci motor ketepatan. AISI 1045 menawarkan keseimbangan kekuatan, keliatan dan kebolehmesinan yang baik dalam keadaan normal atau padam dan terbaja, menjadikannya sesuai untuk aci motor industri tujuan umum dalam julat kuasa kecil hingga sederhana. AISI 4140 — keluli aloi kromium-molibdenum — memberikan kekuatan tegangan yang jauh lebih tinggi, rintangan lesu yang lebih baik, dan kebolehkerasan yang lebih baik, menjadikannya pilihan pilihan untuk aci yang tertakluk kepada gabungan pembebanan lentur dan kilasan dalam pemacu industri yang menuntut. AISI 4340 melangkah lebih jauh ke atas tangga kekuatan dan digunakan di mana keliatan teras maksimum bersama kekerasan permukaan tinggi diperlukan, seperti dalam aci motor aeroangkasa dan aplikasi servo kitaran tinggi.
Di mana rintangan kakisan adalah keperluan utama — peralatan pemprosesan makanan, motor marin, peranti perubatan, sistem pengendalian kimia — aci motor keluli tahan karat adalah penyelesaian standard. Keluli tahan karat gred 303 menawarkan kebolehmesinan yang baik tetapi kekuatan dan rintangan kakisan yang lebih rendah daripada gred lain. Gred 316 memberikan rintangan kakisan yang unggul dalam persekitaran klorida dan sering dinyatakan untuk aplikasi marin dan kimia. Keluli tahan karat martensit seperti 17-4 PH (kerpasan kerpasan) menggabungkan kekuatan tinggi dengan rintangan kakisan yang baik dan boleh dikeraskan untuk menuntut keperluan kekerasan permukaan, menjadikannya pilihan premium untuk aci ketepatan berprestasi tinggi dalam persekitaran yang menghakis.
Aloi titanium — terutamanya Ti-6Al-4V — ditentukan untuk aci motor ketepatan dalam aplikasi aeroangkasa, pertahanan dan sukan permotoran berprestasi tinggi di mana pengurangan berat merupakan pemacu reka bentuk yang kritikal. Nisbah kekuatan-ke-berat Titanium adalah luar biasa, dan rintangan kakisan semulajadi menghilangkan keperluan untuk salutan permukaan dalam kebanyakan persekitaran. Pertukaran itu adalah kos bahan yang jauh lebih tinggi dan keperluan pemesinan yang lebih menuntut, kerana kekonduksian terma rendah titanium dan kecenderungan untuk mengeras kerja memerlukan pemilihan alat yang teliti, parameter pemotongan konservatif, dan penggunaan penyejuk yang banyak semasa pemesinan.
Dalam motor yang digunakan dalam peralatan MRI, pengekod magnetik, atau instrumen saintifik ketepatan, kebolehtelapan magnet bahan aci mesti diminimumkan untuk mengelakkan gangguan dengan sistem elektromagnet. Keluli tahan karat austenit (seperti 316L), aloi aluminium tertentu dan aloi titanium adalah semua pilihan bukan magnet yang digunakan dalam aplikasi aci motor ketepatan khusus ini. Pensijilan bahan yang teliti dan ujian kebolehtelapan adalah amalan standard dalam sektor ini.
Spesifikasi toleransi ialah apa yang memisahkan aci motor ketepatan daripada bahagian yang berubah menjadi komoditi. Aci motor berinteraksi dengan berbilang komponen mengawan — bearing, gandingan, gear, takal, pengedap, dan laminasi rotor — setiap satunya mengenakan keperluan dimensi dan geometrinya sendiri pada aci. Memenuhi semua ini secara serentak, kepada ketepatan tahap mikron, merentasi keseluruhan panjang aci adalah cabaran teras pembuatan aci ketepatan.
Kerusi galas adalah zon paling kritikal toleransi pada mana-mana aci motor ketepatan. Galas elemen bergolek memerlukan kesesuaian gangguan pada aci untuk mengelakkan rayapan cincin dalam di bawah beban — tetapi gangguan yang terlalu banyak boleh menyebabkan cincin dalam retak semasa pemasangan atau menghasilkan pramuat berlebihan yang mengurangkan hayat galas. Sistem toleransi ISO sesuai seperti k5, m5 dan n5 (untuk gangguan ringan hingga berat) adalah standard untuk diameter jurnal galas, dengan toleransi diameter sebenar biasanya dalam julat ±2.5 hingga ±8 mikrometer bergantung pada diameter aci dan jenis galas. Mencapai toleransi ini secara konsisten dalam pengeluaran memerlukan pengisaran silinder dan bukannya berputar sahaja.
Jumlah larian yang ditunjukkan (TIR) — jumlah variasi dalam kedudukan permukaan aci berbanding dengan paksi putaran sebenar — mungkin merupakan parameter geometri yang paling kritikal pada aci motor ketepatan. Kehabisan pada zon pelekap rotor menyebabkan ketidakseimbangan elektromagnet; kehabisan pada antara muka gandingan menyebabkan getaran dan haus gandingan; kehabisan pada jurnal galas menyebabkan beban dinamik yang mengurangkan hayat galas secara eksponen. Untuk motor berkelajuan tinggi melebihi 3,000 RPM, aci habis pada jurnal galas biasanya ditentukan pada 5 mikrometer TIR atau lebih baik. Untuk motor servo ketepatan dan motor gelendong, spesifikasi runout 1–2 mikrometer bukanlah sesuatu yang luar biasa.
Aci yang tidak lurus akan bergetar pada frekuensi putaran tanpa mengira seberapa baik ia seimbang. Toleransi kelurusan pada aci motor ketepatan — dinyatakan sebagai sisihan maksimum daripada garis lurus sempurna ke atas panjang aci penuh — lazimnya ditentukan pada 0.01 hingga 0.05mm setiap 300mm panjang aci untuk motor industri, dan 0.005mm atau lebih baik untuk aplikasi servo dan gelendong ketepatan tinggi. Silinder — gabungan kebulatan, kelurusan, dan tirus permukaan silinder — adalah sama penting untuk menanggung zon jurnal di mana sebarang keadaan luar bulat menjana getaran pada frekuensi yang berkadar dengan bilangan elemen penggelek setiap revolusi.
Kekasaran permukaan pada jurnal galas dinyatakan dalam nilai Ra (min kekasaran aritmetik), biasanya Ra 0.4 hingga Ra 0.8 µm untuk aci motor industri standard dan Ra 0.1 hingga Ra 0.4 µm untuk servo ketepatan dan motor gelendong berkelajuan tinggi. Di zon sentuhan meterai, kekasaran permukaan mestilah dalam julat yang sempit — terlalu kasar dan bibir meterai haus sebelum waktunya; terlalu licin dan filem pelincir rosak. Kebanyakan pengeluar meterai menentukan kemasan permukaan Ra 0.2 hingga Ra 0.8 µm dengan arah letak tertentu (berkeliling dan bukannya paksi) pada permukaan sentuhan meterai.
Mencapai toleransi yang diterangkan di atas memerlukan proses pembuatan yang disusun dengan teliti di mana setiap operasi dibina pada yang terakhir dan keadaan terma dan mekanikal bahan kerja diuruskan sepanjang masa. Urutan pembuatan aci motor ketepatan biasa melibatkan pelbagai peringkat, setiap satu dengan tujuan tertentu.
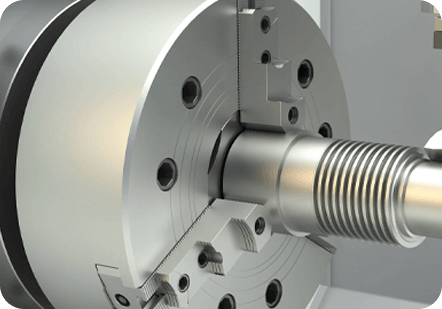
Pengeluaran aci motor ketepatan bermula dengan stok bar atau penempaan yang disahkan — pensijilan bahan yang mengesahkan komposisi kimia, sifat mekanikal dan hasil pemeriksaan ultrasonik adalah standard dalam aplikasi aeroangkasa dan perubatan. Operasi pusingan awal pada mesin pelarik CNC membuang sebahagian besar bahan berlebihan, menetapkan zon diameter utama, dan lubang tengah mesin pada setiap hujung. Lubang tengah ini adalah rujukan datum untuk semua operasi pengisaran seterusnya dan mestilah diposisikan dan dibentuk dengan tepat — lubang tengah yang rosak atau sipi merambat ralat geometri melalui setiap proses hiliran.
Untuk aci yang memerlukan kekerasan permukaan pada jurnal galas atau zon alur - majoriti aci motor ketepatan - rawatan haba mengikuti pusingan kasar. Pengerasan melalui (pelindapkejutan dan pemarah) meningkatkan kekuatan dan keliatan teras. Proses pengerasan kes seperti pengkarbonan, karbonitriding atau pengerasan aruhan menghasilkan lapisan permukaan yang keras (biasanya 58–62 HRC) di atas teras yang keras, memberikan rintangan haus dan hayat keletihan yang sangat baik pada antara muka kritikal tanpa menjadikan keseluruhan aci rapuh. Pengerasan aruhan adalah perkara biasa pada aci motor ketepatan kerana ia boleh digunakan secara selektif pada zon diameter tertentu dengan herotan yang minimum — walaupun sebarang rawatan haba menyebabkan beberapa herotan aci yang mesti diambil kira dalam elaun pengisaran berikutnya.
Pengisaran silinder — kedua-dua antara pusat dan tanpa pusat — ialah operasi yang mencapai had terima diameter akhir, kemasan permukaan dan ketepatan geometri pada aci motor ketepatan. Pengisaran antara pusat, di mana aci disokong pada lubang pusat datumnya dan dipusingkan pada roda pengisar, lebih disukai untuk mencapai spesifikasi runout dan konsentrik yang paling ketat kerana semua diameter dikisar daripada datum biasa. Proses pengisaran mengeluarkan hanya 0.05 hingga 0.3mm bahan dalam pas yang dikawal dengan teliti, dengan pembalut roda, pengukur dalam proses dan pengurusan penyejuk semuanya menyumbang kepada mencapai hasil yang konsisten merentas kumpulan pengeluaran.
Selepas pengisaran menetapkan diameter utama, ciri sekunder — alur kekunci, lubang silang, lubang hujung berulir, spline dan flat — dimesin menggunakan operasi pengilangan, broaching atau hobbing. Urutan itu penting: ciri yang dipotong selepas pengisaran elakkan daripada memperkenalkan herotan terma dan mekanikal yang memerlukan pengisaran semula, tetapi ia mesti diletakkan dengan tepat berbanding dengan diameter yang telah dikisar. Toleransi kedudukan jalan kunci berbanding garis tengah aci biasanya dikawal dalam ±0.05mm atau lebih baik pada aci motor ketepatan untuk memastikan penjajaran kunci dan gandingan yang betul.
Aci motor ketepatan 100% diperiksa terhadap spesifikasi lukisannya sebelum dihantar dalam kebanyakan aplikasi ketepatan. Kaedah pemeriksaan termasuk mikrometer bangku dan ukuran tolok udara untuk toleransi diameter, ukuran CMM (mesin pengukur koordinat) untuk toleransi geometri dan kedudukan ciri, semakan habis penunjuk blok V dan dail, dan ukuran profilometer permukaan untuk nilai Ra. Untuk aci aeroangkasa dan perubatan, laporan dimensi penuh dengan nilai pengukuran sebenar — bukan hanya keputusan lulus/gagal — diperlukan untuk rekod kebolehkesanan.

Di luar bahan asas dan geometri mesin, rawatan permukaan yang digunakan pada aci motor ketepatan boleh meningkatkan prestasinya dengan ketara dalam persekitaran operasi tertentu. Rawatan permukaan yang betul memanjangkan hayat aci, mengurangkan geseran, menghalang kakisan, dan dalam beberapa kes membolehkan aci memenuhi spesifikasi yang tidak dapat dicapai oleh bahan asas sahaja.
| Rawatan | Proses | Faedah Utama | Aplikasi Biasa |
| Penyaduran Krom Keras | Elektrodeposisi kromium | Kekerasan permukaan yang tinggi, rintangan haus dan kakisan | Motor hidraulik, pemacu marin |
| Nikel Tanpa Elektro | Pemendapan nikel kimia | Salutan seragam, rintangan kakisan, kekerasan sederhana | Pemprosesan makanan, motor kimia |
| Oksida Hitam | Salutan penukaran kimia | Rintangan kakisan ringan, mengurangkan pantulan cahaya | Motor industri am |
| Nitrokarburisasi (Ferit) | Resapan N dan C ke permukaan | Lapisan kompaun keras, keletihan dan rintangan haus | Motor servo dan daya tarikan kitaran tinggi |
| Salutan DLC | PVD/CVD karbon seperti berlian | Kekerasan melampau, pekali geseran sangat rendah | Aeroangkasa, gelendong ketepatan berkelajuan tinggi |
| Memfosfatkan | Penukaran fosfat kimia | Meningkatkan lekatan cat, perlindungan kakisan ringan | Tujuan umum, perlindungan penyimpanan |
Satu pertimbangan kritikal dengan sebarang salutan permukaan pada aci motor ketepatan ialah kesan dimensi. Penyaduran krom keras dan nikel tanpa elektro menambah ketebalan yang boleh diukur pada permukaan aci - biasanya 0.005 hingga 0.05mm setiap sisi - yang mesti diambil kira dengan mengisar saiz kecil aci sebelum menyalut, kemudian mengisar atau mengepal selepas salutan ke dimensi akhir. Rawatan resapan seperti nitrokarburisasi dan nitrokarburisasi ferit menambah perubahan dimensi minimum (biasanya kurang daripada 0.002mm) dan oleh itu biasanya tidak memerlukan pengisaran selepas rawatan.
Aci motor ketepatan bukanlah silinder seragam yang ringkas. Mereka menggabungkan pelbagai ciri reka bentuk yang berfungsi untuk tujuan fungsi tertentu dan geometri yang mesti dikawal dengan teliti semasa pembuatan.
Jurnal galas ialah zon aci di mana elemen gelek atau galas biasa dipasang. Ia dikisar kepada toleransi diameter yang tepat (biasanya padaan ISO h5, k5, atau m5), nilai kekasaran permukaan tertentu dan spesifikasi silinder dan kehabisan yang ketat. Bahu bersebelahan dengan jurnal galas menyediakan lokasi paksi untuk cincin dalam galas. Jejari bahu mesti dikawal dengan teliti — jejari yang terlalu tajam menghasilkan kepekatan tegasan yang memulakan keretakan keletihan; jejari yang terlalu besar menghalang cincin dalam galas daripada duduk sepenuhnya pada muka bahu.
Alur kekunci ialah slot segi empat tepat yang dimesin ke dalam aci untuk menerima kunci yang mengunci gear, takal atau gandingan pada aci untuk penghantaran tork. Toleransi lebar dan kedalaman alur kunci, kedudukan relatif kepada garis tengah aci, dan kemasan permukaan di rusuk alur kunci semuanya menjejaskan keselamatan dan hayat sambungan kunci. Splines — pada asasnya berbilang alur kekunci yang disusun di sekeliling lilitan aci — digunakan di mana transmisi tork yang lebih tinggi, pemusatan kendiri atau penglibatan boleh luncur diperlukan. Spline involute adalah bentuk yang paling biasa pada aci motor ketepatan dan digiling atau dikisar kepada profil gigi standard DIN atau ANSI.
Banyak aci motor ketepatan menggabungkan bahagian berulir pada satu atau kedua-dua hujung untuk galas tertahan kacang, pelekap pengekod atau lampiran kipas. Kualiti benang — kelas kesesuaian, ketepatan pic dan kemasan permukaan pada rusuk benang — mempengaruhi daya pengapit yang boleh dicapai dan rintangan kepada kelesuan benang di bawah getaran. Untuk aplikasi aci motor kritikal, benang yang digulung (bukannya benang yang dipotong) lebih disukai kerana penggulungan mendorong tegasan sisa mampatan yang bermanfaat yang meningkatkan hayat keletihan pada akar benang dengan ketara.
Hujung pemacu aci motor ketepatan — bahagian yang terkeluar daripada perumah motor dan bersambung ke beban yang didorong — biasanya dihasilkan mengikut dimensi standard IEC atau NEMA untuk kebolehtukaran. Toleransi diameter, panjang, geometri alur kunci, dan chamfer hujung aci semuanya diseragamkan, membolehkan aci motor daripada pengeluar berbeza untuk mengawan dengan gandingan atau input kotak gear yang sama. Sambungan aci motor tersuai juga biasa dalam aplikasi OEM di mana dimensi aci standard tidak sepadan dengan keperluan peralatan yang dipacu.
Memahami bagaimana dan mengapa aci motor ketepatan gagal adalah penting untuk kedua-dua penyiasatan kegagalan dan reka bentuk pencegahan. Kebanyakan kegagalan aci dalam perkhidmatan jatuh ke dalam sebilangan kecil kategori berulang, setiap satu dengan punca yang boleh dikenal pasti yang boleh ditangani melalui reka bentuk, pemilihan bahan atau penambahbaikan proses pembuatan.
Aci motor ketepatan direka dan dihasilkan mengikut julat piawaian industri yang mentakrifkan keperluan dimensi, spesifikasi bahan dan amalan kualiti. Kebiasaan dengan piawaian yang berkaitan membantu jurutera menentukan aci dengan betul dan menilai pematuhan pembekal.
Menyumber aci motor ketepatan — sama ada sebagai komponen mesin tersuai atau sebagai alat ganti untuk motor sedia ada — memerlukan penilaian keupayaan pembekal terhadap keperluan khusus aplikasi anda. Tidak semua pengeluar aci ketepatan adalah sama, dan pilihan kos terendah jarang memberikan ketekalan dimensi dan kebolehkesanan yang memerlukan aplikasi.
Tanya bakal pembekal peralatan pengisaran yang mereka gunakan, apakah keupayaan proses mereka (nilai Cpk) yang ditunjukkan untuk menanggung diameter jurnal pada toleransi yang anda tentukan, dan sama ada mereka melakukan pengukuran dalam proses semasa pengisaran atau hanya pemeriksaan akhir selepas selesai. Pembekal yang menggunakan pengisar silinder CNC moden dengan pengukur dalam proses automatik dan carta SPC pasca proses jauh lebih berkemampuan untuk memberikan hasil ketepatan yang konsisten berbanding mereka yang bergantung pada pengisaran suapan roda manual dengan ukuran pasca proses sahaja.
Sahkan bahawa pembekal telah menentukur peralatan pengukuran yang sesuai untuk had terima yang sedang diperiksa — tolok udara atau mikrometer bangku resolusi tinggi untuk had terima diameter yang ketat, keupayaan CMM untuk had terima geometri dan kedudukan ciri, dan profilometer permukaan untuk ukuran kekasaran. Sijil penentukuran yang boleh dikesan mengikut piawaian kebangsaan (NIST, PTB, NPL) harus tersedia atas permintaan. Untuk pemeriksaan artikel pertama atau kumpulan pengeluaran kritikal, minta laporan dimensi penuh dengan nilai terukur sebenar dan bukannya sijil pematuhan ringkas.
Untuk aplikasi aeroangkasa, perubatan dan kritikal keselamatan, setiap aci motor ketepatan mesti boleh dikesan kembali ke haba bahan tertentu atau nombor lot, dengan sijil kilang sepadan yang mengesahkan komposisi kimia dan sifat mekanikal. Pastikan sistem kualiti pembekal anda menangkap kebolehkesanan ini daripada penerimaan bahan masuk sehingga pemeriksaan akhir dan rekod penghantaran. Jurang dalam kebolehkesanan bahan adalah penemuan biasa dalam audit pembekal dan boleh mengakibatkan kuarantin yang mahal dan tindakan kerja semula jika ditemui selepas alat ganti dalam perkhidmatan.
Pembekal yang berpengalaman dalam pembuatan aci motor ketepatan untuk pemacu servo memahami keperluan habis dan kemasan permukaan yang dituntut oleh aplikasi tersebut. Pembekal yang pakar dalam aci motor perindustrian besar mungkin mempunyai kapasiti pengisaran yang betul tetapi kurang pengalaman dengan toleransi yang lebih ketat tipikal aplikasi servo. Minta rujukan khusus aplikasi, tanya tentang pengalaman mereka dengan bahan dan proses rawatan haba yang diperlukan oleh aci anda, dan jika boleh, minta bahagian sampel untuk pemeriksaan artikel pertama sebelum melakukan volum pengeluaran.
Fenglan adalah Pengeluar Bahagian Ketepatan Elektrik di China, Pengeluar Alat Ganti Kepersisan Automotif dan Pembekal Bahagian Ketepatan Industri. Rakan Kongsi Boleh Dipercayai Anda dalam Pembuatan Alat Ganti dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China
Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China  Privasi
Privasi



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025