2026-03-16
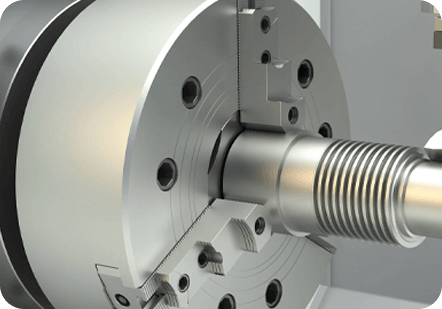
2026-03-16 Aci motor ketepatan ialah komponen keluaran mekanikal motor elektrik — elemen silinder berputar yang menghantar tork dari pemutar motor ke beban yang digerakkan melalui gandingan, gear, takal, pinion atau sambungan muat gangguan langsung. Perkataan "ketepatan" dalam konteks ini bukanlah kelayakan pemasaran; ia merujuk kepada toleransi dimensi yang ketat, keperluan ketepatan geometri, dan spesifikasi kemasan permukaan yang membezakan aci motor ketepatan daripada aci komersial standard. Dalam aplikasi daripada peranti perubatan dan instrumen makmal kepada pemacu servo, robotik dan penggerak aeroangkasa, ketepatan dimensi aci secara langsung menentukan prestasi sistem — kualiti kesesuaian galas, ketumpuan gandingan, tahap getaran, ketepatan putaran, dan akhirnya kebolehpercayaan keseluruhan pemasangan yang dipacu.
Malah sisihan kecil daripada geometri aci yang ditentukan boleh berlarutan kepada masalah peringkat sistem yang serius. Diameter aci yang bersaiz besar 0.01mm akan menyebabkan galas muat tekan menjadi terlalu tegang semasa pemasangan dan mungkin retak perlumbaan dalam. Aci dengan 0.005mm larian pada jurnal galas akan mengenakan beban kitaran pada galas pada frekuensi putaran aci, secara mendadak mengurangkan hayat perkhidmatan L10nya. Aci dengan kekasaran permukaan yang tidak betul pada tempat duduk galas — terlalu kasar — akan mengimpal mikro pada perlumbaan dalam galas semasa operasi, menjadikan pembongkaran merosakkan. Ini bukan kes tepi; ia adalah akibat rutin daripada mendapatkan aci motor kepada gred ketepatan yang tidak mencukupi, dan memahami perkara yang menjadikan aci motor ketepatan benar-benar tepat adalah penting bagi sesiapa yang menentukan, memperoleh atau mereka bentuk dengan komponen ini.
Aci motor ketepatan bukanlah silinder ringkas — ia adalah komponen mesin berbilang ciri di mana setiap zon direka bentuk untuk antara muka dengan komponen mengawan tertentu, dan setiap antara muka mengenakan keperluan dimensi, geometri dan kemasan permukaannya sendiri. Memahami fungsi setiap ciri membantu semasa menulis spesifikasi dan menilai keupayaan pembekal.
Jurnal galas ialah bahagian silinder aci yang terletak di dalam elemen gelek motor atau galas biasa. Ini biasanya bahagian yang paling kritikal dari segi dimensi bagi keseluruhan aci. Diameter jurnal mesti dipegang pada toleransi yang ketat — biasanya gred IT5 atau IT6 bagi setiap ISO 286, yang diterjemahkan kepada toleransi ±0.003mm hingga ±0.008mm pada diameter antara 5mm hingga 50mm — untuk mencapai kesesuaian galas yang betul. Muatan kelegaan digunakan untuk galas yang mesti ditekan pada aci dengan daya tangan atau perkakas ringan (kesesuaian peralihan), manakala padanan gangguan digunakan di mana perlumbaan dalam galas mesti dikunci dengan selamat pada aci untuk mengelakkan rayapan di bawah beban. Kekasaran permukaan pada jurnal galas ditentukan pada Ra 0.4 µm hingga Ra 0.8 µm untuk galas elemen gelek dan Ra 0.2 µm atau lebih halus untuk galas hidrodinamik biasa di mana kemasan permukaan secara langsung mempengaruhi pembentukan filem minyak yang menyokong aci.
Output atau hujung pemacu aci motor ketepatan ialah bahagian yang bersambung kepada beban — melalui hab berkunci, gandingan spline, gear pinion, takal, cakera pengekod atau elemen penghantaran kuasa lain. Alur kunci yang dimesin ke dalam aci menyediakan sambungan pemacu putaran positif yang menghantar tork tanpa bergantung kepada gangguan sahaja. Hujung aci berseli — kedua-dua profil involute dan lurus — mengagihkan tork merentasi berbilang titik sesentuh, memberikan kapasiti tork yang lebih tinggi dan toleransi salah jajaran yang lebih baik daripada satu alur kekunci. Hujung aci tirus tanah ketepatan digunakan dalam aplikasi yang memerlukan pemasangan dan pembongkaran hab yang mudah tanpa kunci, di mana sudut tirus mencipta padanan gangguan penguncian sendiri atau boleh dilepaskan bergantung pada penggunaan nat pengapit paksi. Ciri benang pada hujung aci mengekalkan hab gandingan, cakera pengekod atau penutup hujung terhadap beban paksi.
Dalam kebanyakan reka bentuk motor elektrik, timbunan laminasi pemutar atau pemasangan magnet kekal dipasang dengan gangguan terus pada aci motor. Zon pelekap rotor mesti mempunyai diameter yang dikawal dengan tepat untuk muat gangguan tertentu yang menyediakan penghantaran tork yang mencukupi tanpa menyebabkan laminasi rotor retak semasa pemasangan tekan. Dalam motor berkelajuan tinggi, gangguan rotor-ke-aci juga mesti menahan pengembangan emparan pemutar pada kelajuan maksimum — jika gangguan tidak mencukupi, pemutar boleh longgar pada kelajuan, menyebabkan ketidakseimbangan bencana. Kebulatan zon pelekap pemutar secara langsung mempengaruhi kualiti imbangan dinamik yang boleh dicapai selepas pemasangan pemutar: aci luar pusingan memperkenalkan ralat kesipian ke dalam taburan jisim pemutar yang tidak dapat diperbetulkan sepenuhnya oleh pengimbangan berikutnya.
Peralihan diameter antara bahagian aci mencipta bahu yang secara paksi mencari galas, rotor dan komponen lain di sepanjang aci. Kepersegian bahu ini ke paksi aci — toleransi keserenjangan — menentukan sejauh mana kedudukan galas dan pemutar secara segi empat tepat, mempengaruhi penjajaran prabeban dan paksi. Alur lereng di pangkal bahu dan di hujung bahagian tanah melegakan kepekatan tegasan yang dihasilkan oleh perubahan diameter yang mendadak, meningkatkan hayat keletihan aci dengan ketara di bawah kilasan kitaran dan beban lentur. Pada aci motor ketepatan kitaran tinggi, jejari terpotong ini dan kemasan permukaannya adalah sama pentingnya dengan hayat perkhidmatan seperti kekuatan bahan keseluruhan aci.
Pemilihan bahan untuk aci motor ketepatan melibatkan pengimbangan kebolehmesinan dan kebolehkisaran (yang menentukan ketepatan dimensi yang boleh dicapai), kekuatan mekanikal dan rintangan lesu (yang menentukan keupayaan membawa beban dan hayat perkhidmatan), sifat magnetik (kritikal dalam aplikasi di mana aci melalui litar magnet motor), dan rintangan kakisan (untuk aplikasi dalam persekitaran yang basah, agresif, kimia atau gred makanan).
| bahan | Gred Biasa | Sifat Utama | Permohonan Biasa |
| Keluli karbon | C45, 1045, S45C | Kekuatan yang baik, boleh dimesinan, kos rendah | Motor industri am, HVAC, pam |
| Keluli aloi | 42CrMo4, 4140, SCM440 | Kekuatan tinggi, tahan keletihan, boleh dirawat haba | Motor servo, pemacu tork tinggi, output kotak gear |
| Keluli pengerasan kes | 16MnCr5, 8620 | Permukaan keras, teras keras, tahan haus | Aci dengan pinion integral, jurnal haus tinggi |
| Keluli tahan karat | 303, 316, 17-4PH | Tahan kakisan, bukan magnetik (austenit) | Peranti perubatan, pemprosesan makanan, motor marin |
| Aloi titanium | Ti-6Al-4V | Kekuatan tinggi kepada berat, bukan magnet, tahan kakisan | Penggerak aeroangkasa, motor serasi MRI |
| Aloi aluminium | 7075-T6, 6061-T6 | Ringan, bukan magnetik, kebolehmesinan yang baik | Motor berkelajuan tinggi kecil, pemacu UAV, robotik |
Banyak bahan aci motor ketepatan dirawat haba untuk membangunkan sifat mekanikal yang diperlukan — pelindapkejutan dan pembajaan keluli aloi untuk mencapai kekuatan tegangan 900–1,200 MPa, pengkarburan kotak keluli aloi rendah untuk mencapai permukaan tahan haus yang keras dengan teras yang sukar, atau nitriding untuk mencapai lapisan permukaan yang sangat keras dengan herotan dimensi yang minimum. Urutan rawatan haba dan operasi pengisaran ketepatan adalah kritikal: rawatan haba menyebabkan herotan dimensi yang mesti diperbetulkan oleh pengisaran seterusnya. Aci motor ketepatan biasanya dimesin kasar, dirawat haba, diluruskan jika perlu, dan kemudian dikisar ketepatan ke dimensi akhir. Pengisaran akhir selepas rawatan haba — bukan sebelum ini — adalah satu-satunya cara yang boleh dipercayai untuk mencapai kedua-dua sifat mekanikal yang diperlukan dan toleransi dimensi ketat bagi aci motor ketepatan secara serentak.
Spesifikasi toleransi adalah jantung teknikal reka bentuk aci motor ketepatan. Terlalu longgar dan aci tidak dapat melaksanakan fungsi yang dimaksudkan; tidak perlu ketat dan kos pembuatan meningkat tanpa faedah. Memahami toleransi yang paling penting untuk setiap ciri, dan nilai yang sesuai untuk aplikasi dan kelajuan yang berbeza, adalah perkara yang memisahkan lukisan aci motor ketepatan yang ditentukan dengan baik daripada lukisan yang sama ada kurang ditentukan atau ketat secara tidak praktikal.
Diameter aci ditentukan menggunakan sistem toleransi ISO 286, yang mentakrifkan kedua-dua gred toleransi (gred IT, menunjukkan jumlah lebar jalur toleransi) dan sisihan asas (surat yang menunjukkan kedudukan jalur toleransi berbanding dengan dimensi nominal). Untuk jurnal galas aci motor ketepatan, spesifikasi tipikal ialah k5 atau k6 untuk galas yang memerlukan padanan gangguan cahaya, dan h5 atau h6 untuk galas yang dipasang dengan padanan peralihan atau kelegaan cahaya. Pada jurnal galas 20mm, toleransi k5 sepadan dengan julat diameter 0.002mm hingga 0.011mm — jumlah jalur toleransi hanya 9 mikrometer. Mencapai ini secara konsisten dalam pengeluaran memerlukan pengisaran silinder dengan mesin dan kawalan pembalut yang tepat, dan pengesahan dimensi 100% selepas mengisar menggunakan tolok gerek yang ditentukur atau tolok udara dengan resolusi 0.001mm atau lebih baik.
Kebulatan (circularity) jurnal galas — sisihan mana-mana profil keratan rentas daripada bulatan sempurna — biasanya ditentukan pada 50% atau kurang daripada toleransi diameter untuk aci motor ketepatan. Untuk jurnal k5 dengan toleransi diameter 9µm, kebulatan 4–5µm adalah keperluan biasa. Silindris — variasi gabungan kebulatan dan kelurusan sepanjang panjang jurnal galas — ialah keperluan yang lebih mendesak untuk tempat duduk galas panjang, memastikan galas itu muat secara seragam sepanjang lebar penuhnya. Kebulatan dan silinder diukur pada mesin ukuran kebulatan ketepatan (seperti Taylor Hobson Talyrond) menggunakan probe sentuhan yang memetakan geometri permukaan sebenar terhadap bentuk bulat yang ideal.
Runout ialah toleransi geometri yang paling kritikal prestasi untuk aci motor ketepatan kerana ia secara langsung menjana getaran dan beban galas yang mengehadkan kelajuan motor, bunyi bising dan hayat perkhidmatan. Jumlah larian yang ditunjukkan (TIR) — diukur dengan memutarkan aci antara pusat dan mengukur jumlah pesongan penunjuk dail pada diameter yang ditentukan — menggabungkan ralat kebulatan dan ralat koaksial (mengimbangi antara paksi ciri yang diukur dan paksi datum) ke dalam satu ukuran. Untuk aci motor ketepatan dalam aplikasi gerakan servo dan ketepatan, TIR pada jurnal akhir keluaran berbanding jurnal galas biasanya dinyatakan pada 0.005mm hingga 0.015mm. Pada 3,000 RPM, TIR 0.01mm menjana daya pengujaan emparan yang, bergantung pada aci dan jisim rotor, boleh menghasilkan amplitud getaran urutan magnitud yang lebih tinggi daripada kesipian itu sendiri, merendahkan hayat galas dengan cepat dan menjejaskan ketepatan kedudukan dalam sistem servo gelung tertutup.
Zon yang berbeza bagi aci motor ketepatan memerlukan nilai kekasaran permukaan yang berbeza, dan menentukan kekasaran permukaan tunggal untuk keseluruhan aci adalah ralat spesifikasi yang kurang biasa. Jurnal galas memerlukan Ra 0.4–0.8 µm untuk bebola dan galas penggelek dan Ra 0.1–0.4 µm untuk galas biasa. Permukaan sentuhan pengedap (di mana pengedap bibir atau pengedap labirin bersentuhan dengan aci) memerlukan Ra 0.2–0.4 µm dikisar mengikut arah putaran aci, dengan had yang ketat pada plumbum (tanda pengisaran heliks yang boleh mengepam pelincir melepasi pengedap). Zon pelekap pemutar biasanya ditentukan pada Ra 0.8–1.6 µm — permukaan yang sedikit kasar sebenarnya boleh meningkatkan pengekalan tork padanan gangguan dengan menyediakan interlocking mikro-mekanikal antara aci dan permukaan gerek. Permukaan alur kekunci dan spline biasanya ditinggalkan pada Ra 1.6–3.2 µm daripada operasi pengilangan atau broaching, kerana permukaan ini menghantar beban melalui sentuhan bentuk dan bukannya bergantung pada kualiti permukaan untuk fungsinya.
Mencapai toleransi yang diperlukan untuk aplikasi aci motor ketepatan memerlukan proses pembuatan yang disusun dengan teliti di mana setiap operasi menetapkan syarat untuk seterusnya. Melangkau atau memotong mana-mana langkah dalam rantaian proses dengan pasti menghasilkan aci yang gagal memenuhi spesifikasi, ditemui sama ada semasa pemeriksaan masuk atau — lebih mahal — semasa pemasangan atau dalam perkhidmatan awal.
CNC menghidupkan mesin pelarik ketepatan mewujudkan geometri aci asas — semua diameter, panjang, bahu, potongan bawah dan tirus — dengan elaun bahan 0.1mm hingga 0.3mm pada permukaan tanah untuk pengisaran silinder seterusnya. Lubang tengah yang digerudi di kedua-dua hujung aci pada peringkat ini menjadi datum rujukan untuk semua operasi pengisaran dan pemeriksaan seterusnya. Ketepatan lubang tengah ini - kepekatan, kedalaman dan kemasan permukaannya - secara langsung menentukan ketepatan yang boleh dicapai dalam pengisaran berikutnya, kerana aci berputar pada pusat ini sepanjang semua operasi tanah. Penggerudian pusat ketepatan pada mesin pelarik CNC dengan pusat hidup dan persediaan mesin yang teliti bukanlah operasi remeh pada aci motor ketepatan; ia adalah asas di mana semua ketepatan seterusnya bergantung.
Pengisaran silinder ialah proses pembuatan muktamad untuk jurnal aci motor ketepatan dan tempat duduk galas. Aci dipasang di antara pusat ketepatan pada mesin pengisar dan diputar perlahan-lahan manakala roda pengisar berkelajuan tinggi melintasi permukaan jurnal, mengeluarkan 0.002–0.005mm setiap pas dalam pemotongan kemasan untuk mencapai diameter akhir, kebulatan, silinder dan kemasan permukaan. Mesin pengisar silinder CNC moden mencapai kebolehulangan diameter ±0.001mm atau lebih baik apabila diselenggara dengan betul dan distabilkan secara haba, dan kekasaran permukaan Ra 0.1–0.4 µm secara rutin. Tolok selepas proses — mengukur diameter aci secara automatik antara pas pengisaran menggunakan tolok dalam proses yang dipasang pada mesin — menghapuskan variasi dimensi yang diperkenalkan oleh pengembangan haba dan haus roda pengisaran, mengekalkan konsistensi saiz merentas kumpulan pengeluaran tanpa campur tangan manual.

Alur kekunci digiling ke dalam aci sebelum pengisaran akhir, untuk mengelak daripada memasukkan kepekatan tegasan di tepi alur kunci yang boleh menyebabkan keretakan mikro semasa sentuhan roda pengisaran. Spline pada aci motor ketepatan dihasilkan melalui hobbing, pengilangan, atau guling sejuk — splin canai sejuk mempunyai kelebihan tambahan tegasan baki mampatan daripada proses guling yang meningkatkan rintangan lesu berbanding splin dimesin. Benang di hujung aci dipotong atau digulung selepas pengisaran akhir untuk mengelak daripada mengganggu permukaan tanah. Menggulung benang — menekan bentuk benang ke dalam permukaan aci dan bukannya memotongnya — menghasilkan benang yang lebih kuat dengan tegasan permukaan mampatan dan lebih diutamakan berbanding pemotongan benang pada aci motor ketepatan di mana hayat keletihan benang menjadi kebimbangan.
Memahami cara aci motor ketepatan gagal dalam perkhidmatan — dan mengapa — adalah sama pentingnya bagi pereka bentuk dan penentu seperti memahami cara ia dibuat. Kebanyakan kegagalan aci motor ketepatan boleh dikesan kepada salah satu daripada sebilangan kecil punca punca yang, setelah dikenal pasti, adalah mudah untuk ditangani melalui reka bentuk, pemilihan bahan atau perubahan proses pembuatan.
Spesifikasi aci motor ketepatan lengkap berkomunikasi dengan jelas kepada pengilang — sama ada kemudahan pengeluaran dalaman atau pembekal luaran — dengan tepat apa yang diperlukan dan cara pematuhan akan disahkan. Spesifikasi yang tidak lengkap adalah satu-satunya punca paling biasa aci tidak mematuhi dihantar dan diterima, hanya untuk masalah itu muncul semasa pemasangan motor atau dalam perkhidmatan awal. Elemen berikut mesti ditakrifkan dengan jelas dalam mana-mana spesifikasi aci motor ketepatan.
Jurutera dan pasukan perolehan yang mendapatkan aci motor ketepatan menghadapi pilihan tiga hala antara membeli aci ketepatan katalog standard, memesan aci mesin tersuai ke lukisan tertentu, atau mendapatkan sumber aci gantian OEM daripada pengeluar motor. Setiap pilihan mempunyai profil kos, masa utama dan kuantiti pesanan minimum yang berbeza, dan pilihan yang tepat bergantung pada keperluan volum aplikasi, sejauh mana produk standard sepadan dengan spesifikasi, dan sama ada aci adalah bahagian gantian atau komponen reka bentuk baharu.
Aci tanah ketepatan — dibekalkan dalam panjang dan diameter standard dengan toleransi diameter h6 atau g6 yang dijamin dan kelurusan di bawah 0.02mm setiap 300mm — boleh didapati daripada pembekal komponen aci dan gerakan linear dalam keluli karbon, keluli tahan karat dan keluli dikeraskan kotak. Pilihan ini sesuai apabila geometri aci adalah mudah (diameter malar atau berpijak dengan kenaikan standard), toleransi yang diperlukan sepadan dengan spesifikasi produk katalog, dan operasi sekunder (pengilangan alur kunci, benang, penggerudian) boleh dilakukan secara dalaman atau oleh mesin tempatan. Kelebihan ketara ialah ketersediaan segera tanpa kos perkakas atau masa utama untuk pemesinan tersuai — penting untuk prototaip, pembaikan dan pengeluaran volum rendah.
Untuk geometri aci motor dengan ciri khusus — gigi pinion bersepadu, spline, jurnal ketepatan berbilang pada perhubungan larian yang ditentukan, hujung tirus atau bahan khas — pemesinan tersuai daripada pengeluar aci ketepatan adalah laluan yang sesuai. Aci tersuai dihasilkan mengikut lukisan pelanggan dan menjalani pemeriksaan kepada kriteria penerimaan yang ditetapkan sebelum penghantaran. Masa utama untuk aci motor ketepatan tersuai biasanya berkisar antara 2–6 minggu untuk bahan standard dalam kuantiti yang sederhana, dengan masa pendahuluan yang lebih lama untuk bahan eksotik, urutan rawatan haba dengan kitaran relau yang panjang, atau toleransi yang sangat ketat yang memerlukan lelaran kisar dan ukur berganda. Apabila membuat pesanan aci tersuai, menyediakan lukisan yang lengkap dan jelas merupakan satu-satunya faktor yang paling penting dalam menerima bahagian yang menepati pada penghantaran pertama — lukisan yang samar-samar menjana ralat tafsiran, permintaan untuk penjelasan yang memanjangkan masa pendahuluan, dan aci yang mematuhi lukisan-tetapi-tidak-sesuai-untuk-tujuan yang secara teknikalnya adalah tanggungjawab pelanggan.
Tidak semua kedai mesin yang mendakwa menghasilkan aci motor ketepatan mempunyai peralatan, kawalan proses dan keupayaan pengukuran untuk mencapai toleransi diameter IT5 atau IT6 secara konsisten, habisan sub-5µm dan kemasan permukaan Ra 0.4 µm dalam pengeluaran. Sebelum melayakkan pembekal aci ketepatan baharu, sahkan yang berikut: armada mesin pengisar dan umur serta keadaan penyelenggaraannya; peralatan metrologi yang tersedia untuk pemeriksaan (mesin ukuran bulat, CMM atau pusat bangku ketepatan dengan tolok dail, profilometer permukaan dan status penentukurannya); dokumentasi proses pembekal dan pensijilan sistem pengurusan kualiti (ISO 9001 sebagai minimum, IATF 16949 untuk aci ketepatan bekalan automotif); dan kesediaan mereka untuk menyediakan laporan pemeriksaan artikel pertama (FAIR) dengan nilai terukur sebenar — bukan sekadar setem lulus/gagal — untuk semua ciri kritikal pada sampel awal. Pembekal yang enggan memberikan data ukuran sebenar pada artikel pertama memberitahu anda sesuatu yang penting tentang cara mereka menguruskan kualiti pengeluaran mereka.
Fenglan adalah Pengeluar Bahagian Ketepatan Elektrik di China, Pengeluar Alat Ganti Kepersisan Automotif dan Pembekal Bahagian Ketepatan Industri. Rakan Kongsi Boleh Dipercayai Anda dalam Pembuatan Alat Ganti dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China
Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China  Privasi
Privasi



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025