2026-05-08
2026-05-08 Pembuatan aci pemacu ialah proses mereka bentuk, membentuk, pemesinan, memasang dan menguji komponen mekanikal berputar yang menghantar tork dan kuasa putaran daripada enjin atau motor ke roda, gandar atau komponen pemacu lain. Aci pemacu — juga dipanggil aci kipas, aci prop, atau aci pemacu bergantung pada aplikasi — mesti serentak mengendalikan beban kilasan yang tinggi, menahan lenturan di bawah daya dinamik, beroperasi pada toleransi imbangan yang tepat, dan bertahan selama bertahun-tahun beban keletihan kitaran tanpa kegagalan. Oleh itu, proses pembuatan yang betul bukan hanya soal memotong logam untuk dibentuk; ia memerlukan urutan pemilihan bahan yang dikawal ketat, operasi membentuk, pemesinan ketepatan, rawatan haba, kemasan permukaan, pemasangan, dan pemeriksaan kualiti yang ketat.
Aci pemacu digunakan merentasi pelbagai jenis aplikasi — kereta penumpang, trak komersial, jentera pertanian, kotak gear industri, sistem pendorongan marin, sistem penggerak aeroangkasa dan turbin angin semuanya bergantung pada aci pemacu perkilangan dengan pelbagai saiz, bahan dan keperluan prestasi. Walaupun proses khusus berbeza mengikut aplikasi, cabaran pembuatan asas adalah konsisten: mencapai ketepatan dimensi yang diperlukan, kekuatan mekanikal, kekukuhan kilasan dan keseimbangan putaran dalam kos dan sasaran kadar pengeluaran.
Artikel ini membincangkan proses pengeluaran aci pemacu yang lengkap — daripada pemilihan bahan mentah hingga pemeriksaan akhir — meliputi kedua-dua pembuatan aci pemacu automotif dan pengeluaran aci perindustrian, dengan perincian praktikal tentang peralatan, proses, toleransi dan kawalan kualiti yang terlibat pada setiap peringkat.
Bahan yang dipilih untuk aci pemacu menentukan kekuatan, berat, hayat keletihan, kebolehmesinan dan kosnya. Pengeluar aci pemacu memilih daripada beberapa kategori bahan bergantung pada keperluan tork, kelajuan operasi, sasaran berat dan volum pengeluaran aplikasi.
Keluli karbon dan aloi kekal sebagai bahan dominan untuk pembuatan aci pemacu merentas aplikasi automotif, trak dan industri. Keluli karbon sederhana seperti SAE 1045 digunakan secara meluas untuk aci pepejal dalam aplikasi tork yang lebih rendah kerana gabungan kekuatan, keliatan dan kebolehmesinan yang baik pada kos yang agak rendah. Untuk aplikasi tork yang lebih tinggi atau kritikal keletihan, keluli aloi seperti SAE 4140 (keluli kromium-molibdenum) dan SAE 4340 (keluli nikel-kromium-molibdenum) ditentukan. Gred ini menghasilkan hasil dan kekuatan tegangan yang jauh lebih tinggi selepas rawatan haba — 4140 biasanya mencapai kekuatan hasil 650–1,000 MPa bergantung pada rawatan haba, manakala 4340 boleh mencapai 1,400 MPa atau lebih tinggi dalam menuntut aplikasi aeroangkasa dan perlumbaan. Keluli pengerasan kes seperti SAE 8620 digunakan apabila permukaan yang keras dan kalis haus yang digabungkan dengan teras yang keras diperlukan, seperti dalam aci pemacu splined yang mesti menahan resah dan haus pada antara muka spline.
Kebanyakan aci pemacu automotif dan trak menggunakan tiub keluli berongga dan bukannya bar pepejal. Tiub berongga memberikan kekakuan dan kekuatan kilasan yang hampir sama seperti aci pepejal diameter luar yang sama tetapi pada pecahan berat, kerana tegasan kilasan paling tinggi pada permukaan luar dan bahan pusat menyumbang sedikit kepada rintangan kilasan. Tiub keluli ditarik sejuk lancar (biasanya 1026 atau 1020 DOM — ditarik di atas mandrel) ialah standard untuk pembuatan tiub aci pemacu automotif. Ketebalan dinding tiub, diameter luar dan gred keluli dipilih melalui pengiraan tegasan kilasan dan lentur untuk memenuhi keperluan tork dan kelajuan kritikal kenderaan.
Aci pemacu aluminium - terutamanya dihasilkan daripada tiub aloi 6061-T6 atau 7075-T6 - menawarkan pengurangan berat 60-65% berbanding dengan aci keluli yang setara. Penjimatan berat ini meningkatkan penjimatan bahan api kenderaan, mengurangkan inersia berputar (meningkatkan tindak balas pecutan), dan merendahkan NVH (bunyi, getaran, kekasaran) dengan menaikkan kelajuan kritikal aci. Pembuatan aci pemacu aluminium adalah perkara biasa dalam kenderaan berprestasi, trak ringan, dan aplikasi perlumbaan. Cabaran pembuatan utama dengan aluminium ialah mencapai kuk yang boleh dipercayai atau lampiran pemasangan hujung — kekuatan rendah aluminium memerlukan reka bentuk sendi yang berhati-hati, selalunya menggunakan kimpalan geseran atau kaedah lampiran tekan-pasang-dan-bolt berbanding kimpalan arka konvensional.
Aci pemacu polimer bertetulang gentian karbon (CFRP) menawarkan kekakuan spesifik tertinggi dan berat terendah bagi mana-mana bahan aci pemacu, menjadikannya pilihan pilihan dalam aplikasi automotif, sukan permotoran dan aeroangkasa berprestasi tinggi di mana berat dan dinamik putaran adalah yang terpenting. Pembuatan aci pemacu CFRP menggunakan penggulungan filamen — satu proses di mana tunda gentian karbon yang diresapi dengan resin epoksi dililit pada mandrel pada sudut yang tepat untuk menghasilkan kekukuhan kilasan dan lenturan yang diperlukan — diikuti dengan pengawetan dalam autoklaf atau ketuhar. Kelengkapan hujung logam diikat dan diikat secara mekanikal pada tiub komposit. Aci gentian karbon boleh mencapai kelajuan kritikal 2–3 kali lebih tinggi daripada aci keluli yang setara, membolehkan aci pemacu keping tunggal menggantikan pemasangan keluli dua keping dalam aplikasi yang lebih lama.
Proses pembuatan aci pemacu yang lengkap melibatkan berbilang operasi berurutan. Setiap langkah dibina berdasarkan langkah sebelumnya, dan kawalan kualiti pada peringkat pertengahan adalah penting untuk mengelakkan ralat pengkompaunan yang menjejaskan prestasi produk akhir.
Bahan mentah tiba di pengilang aci pemacu sebagai stok bar potong-ke-panjang, tiub lancar atau tiub bergelung bergantung pada kaedah pengeluaran. Roda pemotong gergaji sejuk atau pemotongan kasar memotong bahan kepada panjang kasar dengan elaun pemesinan yang kecil. Hujung yang dipotong dibuang untuk membuang tepi tajam yang boleh merosakkan perkakas hiliran atau mewujudkan kepekatan tegasan. Untuk aci tiub berongga, kelurusan tiub disahkan pada peringkat ini — tiub dengan haluan berlebihan ditolak atau diluruskan sebelum diproses selanjutnya, kerana kelurusan tiub secara langsung mempengaruhi kehabisan dan keseimbangan aci akhir.
Kelengkapan hujung aci pemacu - kuk, bebibir dan aci rintisan - biasanya dihasilkan secara berasingan dengan penempaan panas atau penempaan sejuk sebelum dilekatkan pada tiub. Penempaan panas memanaskan bilet keluli kepada 1,100–1,250°C dan membentuknya di bawah daya tekanan tinggi dalam set dadu. Penempaan panas menghasilkan bahagian dengan aliran butiran yang sangat baik sejajar dengan geometri bahagian, menghasilkan kekuatan kelesuan yang lebih tinggi daripada alternatif yang dimesin dari bar. Kosong yang dipalsukan kemudiannya dipangkas, ditembak diletupkan untuk mengeluarkan skala, dan dihantar ke operasi pemesinan. Untuk pengeluaran automotif volum tinggi, penempaan sejuk bagi kelengkapan hujung yang lebih kecil juga biasa — penempaan sejuk menghasilkan toleransi dimensi yang lebih ketat dan kemasan permukaan yang lebih baik terus dari tempa, mengurangkan keperluan pemesinan berikutnya.
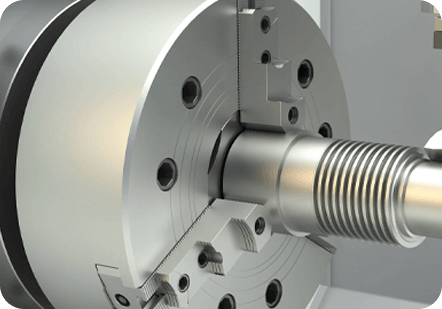
Operasi pusingan ketepatan mewujudkan diameter kritikal, permukaan jurnal galas, dan ciri bahu aci pemacu. Pusat pemusing CNC memesin aci antara pusat (menggunakan lubang tengah yang dikisar ke kedua-dua hujungnya) untuk mengekalkan ketumpukan merentasi semua diameter pusingan. Toleransi jurnal galas biasanya padanan h6 atau k6 — memerlukan ketepatan diametral dalam 10–20 mikrometer — dicapai melalui pemusingan penamat diikuti dengan pengisaran silinder. Bahagian splined dihasilkan melalui hobbing, broaching, atau pengilangan CNC bergantung pada geometri spline dan volum. Splin luaran pada aci pemacu automotif selalunya digulung sejuk dan bukannya dipotong - guling sejuk menyesarkan logam ke luar untuk membentuk gigi splin, menghasilkan permukaan yang dikeraskan kerja dengan tegasan sisa mampatan yang meningkatkan hayat keletihan dengan ketara berbanding splin dimesin.
Untuk aci pemacu keluli, tiub dan kuk hujung atau bebibir disambungkan dengan kimpalan — paling biasa kimpalan geseran (berputar atau linear) atau kimpalan MIG/MAG. Kimpalan geseran ialah kaedah pilihan dalam pengeluaran aci pemacu automotif volum tinggi kerana ia menghasilkan kimpalan yang konsisten berkualiti tinggi dan disatukan sepenuhnya tanpa logam pengisi, keliangan atau isu zon terjejas haba (HAZ) yang berkaitan dengan kimpalan gabungan. Dalam proses kimpalan geseran, satu komponen berputar pada kelajuan tinggi manakala satu lagi dipegang pegun dan ditekan terhadapnya secara paksi; haba geseran mengplastikan bahan antara muka, dan apabila putaran berhenti, daya tempa paksi menyatukan sambungan. Sambungan aci pemacu dikimpal geseran mencapai 90–100% kekuatan logam induk dan boleh dihasilkan pada masa kitaran 15–30 saat setiap sambungan. Untuk aci kenderaan perindustrian dan komersil volum rendah, kimpalan MIG dengan pemeriksaan prapanas dan selepas kimpalan yang sesuai ialah kaedah penyambungan standard.
Rawatan haba selepas pemesinan dan kimpalan membangunkan sifat mekanikal yang diperlukan dalam bahan aci. Pengerasan melalui (pelindapkejutan dan pembajaan) aci keluli aloi membawa bahan kepada kekerasan dan kekuatan tegangan yang ditentukan — biasanya 28–35 HRC untuk aci industri am dan 38–48 HRC untuk aplikasi berprestasi tinggi. Pengerasan aruhan digunakan secara meluas untuk mengeras jurnal galas, spline, dan permukaan haus lain secara selektif pada aci tanpa mengeraskan keseluruhan komponen. Proses aruhan memanaskan zon setempat dengan sangat pantas menggunakan aruhan elektromagnet, diikuti dengan penyejukan pelindapkejutan serta-merta, menghasilkan lapisan permukaan martensit yang keras (biasanya dalam 1–3 mm) dengan teras tidak keras yang sukar. Permukaan yang dikeraskan aruhan biasanya mencapai 55–62 HRC dan mempunyai tegasan sisa mampatan yang bermanfaat yang meningkatkan rintangan keletihan. Selepas pengerasan, pembajaan suhu rendah pada 150–200°C melegakan tegasan pelindapkejutan tanpa mengurangkan kekerasan dengan ketara.
Rawatan haba dan kimpalan sentiasa memberikan sedikit herotan ke dalam aci. Meluruskan dilakukan pada mesin pelurus tekan atau sistem pelurus terkawal CNC yang mengukur larian aci pada berbilang titik dan menggunakan daya lentur terkawal untuk membawa aci dalam toleransi kelurusan yang ditentukan — biasanya 0.2–0.5 mm jumlah habis penunjuk (TIR) melebihi panjang aci penuh untuk aplikasi automotif, dan seketat TIR aci untuk ketepatan industri 0.05 mm. Meluruskan mesti dilakukan dengan berhati-hati untuk mengelakkan tekanan berlebihan pada aci atau memasukkan tegasan sisa yang menyebabkan lenturan semula dalam perkhidmatan.
Pengisaran silinder jurnal galas dan permukaan pengedap membawa dimensi kepada toleransi akhir dan mencapai kemasan permukaan yang diperlukan. Jurnal galas pada aci perindustrian ketepatan biasanya dikisar kepada Ra 0.4–0.8 µm dan dipegang pada kebulatan dalam 5 mikrometer. Pengisaran tanpa pusat digunakan untuk pin yang dikeraskan melalui dan diameter aci yang lebih kecil di mana pengisaran antara pusat adalah tidak praktikal. Sesetengah aplikasi memerlukan kemasan super (mengasah atau mengepal jurnal galas ke Ra di bawah 0.1 µm) untuk meminimumkan geseran dan kehausan galas. Surface shot peening digunakan di kawasan kritikal keletihan - terutamanya pada jejari fillet, alur spline dan jari kaki kimpalan - untuk memperkenalkan tegasan sisa mampatan yang bermanfaat yang memanjangkan hayat keletihan sebanyak 20–50% berbanding dengan permukaan tidak dikupas.

Pengimbangan dinamik adalah salah satu operasi yang paling penting dalam pembuatan aci pemacu dan salah satu yang paling kerap disalahertikan. Mana-mana aci berputar mempunyai jisim teragih di sekeliling paksi putarannya, dan jika taburan jisim itu tidak simetri sempurna, aci menjana daya emparan apabila ia berputar yang menghasilkan getaran, bunyi, beban galas dan akhirnya kerosakan keletihan dalam alur pacuan. Semakin tinggi kelajuan operasi, semakin banyak imbangan kritikal — walaupun jisim ketidakseimbangan yang kecil menghasilkan daya emparan yang besar pada RPM yang tinggi.
Aci pemacu diseimbangkan pada mesin pengimbang dinamik yang memutar aci dan mengukur daya getaran yang dijana dalam dua satah pembetulan secara serentak. Mesin mengira magnitud dan kedudukan sudut ketidakseimbangan dalam setiap satah dan memaparkan pembetulan yang diperlukan. Pembetulan dibuat dengan menambahkan pemberat imbangan (biasanya pengapit kecil atau slug yang dikimpal), menggerudi atau mengisar bahan dari titik berat, atau menambah tanah liat pembetulan untuk ujian persediaan awal. Aci pemacu automotif biasanya seimbang dengan ISO 1940 Gred G6.3 atau lebih baik, bermakna baki ketidakseimbangan khusus adalah kurang daripada 6.3 gram-milimeter per kilogram jisim aci setiap satah pembetulan. Aci berkelajuan tinggi atau ketepatan diseimbangkan kepada G2.5 atau G1.0. Selepas pengimbangan, aci diputar semula untuk mengesahkan bahawa baki ketidakseimbangan berada dalam spesifikasi sebelum ia diteruskan ke pemeriksaan akhir.
Pengeluar aci pemacu menggunakan strategi pemeriksaan kualiti berlapis yang menggabungkan pemeriksaan dalam proses pada setiap peringkat pembuatan dengan pemeriksaan akhir pemasangan yang telah siap. Jadual di bawah meringkaskan kaedah pemeriksaan utama yang digunakan dalam pembuatan aci pemacu dan perkara yang disahkan oleh setiap satu:
| Kaedah Pemeriksaan | Perkara yang Disemak | Peringkat Digunakan |
| Pemeriksaan Dimensi CMM | Semua diameter, panjang, ciri GD&T kritikal | Selepas pemesinan, akhir |
| Pengukuran Habisan (TIR) | Kelurusan aci dan kepekatan | Selepas meluruskan, muktamad |
| Ujian Kekerasan (Rockwell) | Kekerasan permukaan dan teras selepas rawatan haba | Rawatan selepas haba |
| Pemeriksaan Zarah Magnet (MPI) | Retak permukaan dan hampir permukaan, kecacatan kimpalan | Selepas kimpalan, selepas mengisar, akhir |
| Ujian Ultrasonik (UT) | Kecacatan dalaman, integriti kimpalan, kecacatan material | Selepas kimpalan, aplikasi kritikal |
| Ujian Imbangan Dinamik | Ketidakseimbangan baki dalam dua satah pembetulan | Selepas perhimpunan, akhir |
| Ujian Keletihan Kilasan | Hayat aci di bawah pemuatan tork kitaran | Pembangunan, audit pengeluaran berkala |
| Pengukuran Kekasaran Permukaan | Ra dan Rz jurnal galas dan permukaan meterai | Selepas pengisaran, akhir |
| Pemeriksaan Profil Spline | Profil gigi spline, plumbum, pic dan kelas fit | Operasi selepas spline, muktamad |
Walaupun proses pembuatan teras adalah serupa merentas aplikasi, pengeluaran aci pemacu berbeza secara terperinci bergantung pada industri dan keperluan prestasi khusus yang terlibat.
Pembuatan aci pemacu kereta penumpang dan trak ringan dicirikan oleh volum tinggi, kawalan kos yang ketat dan piawaian kualiti OEM yang ketat. Barisan pengeluaran untuk propshaft automotif biasanya menggunakan kimpalan geseran automatik bagi kuk palsu ke tiub keluli DOM, mesin pengimbang CNC yang disepadukan ke dalam talian, dan ujian akhir talian 100% termasuk pengesahan dimensi, semakan integriti kimpalan dan pengesahan keseimbangan dinamik. Pemasangan sambungan halaju malar (CV) untuk aci gandar pacuan roda hadapan melibatkan pengisaran ketepatan trek bola, rawatan haba terkawal bagi perlumbaan dalam dan luar, dan pemasangan bilik bersih untuk mengelakkan pencemaran pada sambungan yang dipenuhi gris. Pengeluar aci pemacu automotif mesti mematuhi piawaian pengurusan kualiti IATF 16949 dan menyerahkan PPAP (Proses Kelulusan Bahagian Pengeluaran) kepada pelanggan OEM sebelum pelancaran pengeluaran.
Pengeluaran aci pemacu industri untuk kotak gear, pam, pemampat dan jentera berat biasanya melibatkan volum yang lebih rendah, saiz aci yang lebih besar dan ketebalan bahagian yang lebih berat daripada kerja automotif. Aci selalunya dimesin daripada stok bar pepejal dan bukannya tiub, dan operasi pemesinan melibatkan pemotongan kasar yang berat diikuti dengan pusingan separuh siap dan penamat, pengisaran, dan pencerobohan alur atau pengilangan. Aci perindustrian yang lebih besar dinormalkan atau disepuhlindapkan sebelum pemesinan untuk melegakan tegasan penempaan atau gelek, kemudian pelindapkejutan dan pembajaan kepada sifat akhir. Liputan ujian tidak merosakkan biasanya lebih meluas pada aci perindustrian — 100% pemeriksaan ultrasonik bahan mentah dan pemeriksaan zarah magnet permukaan siap adalah perkara biasa untuk aplikasi kritikal seperti aci keluaran kotak gear dalam turbin angin atau sistem pendorongan marin.
Pembuatan aci pemacu aeroangkasa — untuk pemutar ekor helikopter, pemacu aksesori pesawat, dan sistem penggerak — menuntut ketepatan tertinggi, kebolehkesanan bahan dan dokumentasi proses bagi sebarang aplikasi aci pemacu. Bahan biasanya keluli gred aeroangkasa 4340M (VAR — arka vakum dicairkan semula), aloi titanium (Ti-6Al-4V), atau CFRP. Setiap lot bahan boleh dikesan kepada pensijilan leburan dan rekod ujian mekanikalnya. Semua operasi pemesinan, rawatan haba dan rawatan permukaan dilakukan kepada proses yang terkawal dan layak dengan rekod penuh disimpan untuk hayat pesawat. Pemeriksaan NDT termasuk pemeriksaan penembus pendarfluor (FPI) bagi semua permukaan, pemeriksaan ultrasonik bagi penempaan, dan pengesahan dimensi pada CMM dengan penentukuran boleh dikesan mengikut piawaian kebangsaan. Aci aeroangkasa yang telah siap menjalani ujian tork bukti sebelum penerimaan, dan aci kritikal penerbangan mungkin memerlukan ujian putaran pada kelajuan operasi untuk mengesahkan integriti struktur.
Memahami mod kegagalan yang paling kerap dalam pengeluaran aci pemacu membantu pengeluar melaksanakan langkah pencegahan yang disasarkan pada langkah proses yang betul.
Proses pembuatan aci pemacu yang berdisiplin — dengan kawalan proses yang jelas, pengukuran dalam proses dan ujian pengesahan akhir — adalah perkara yang memisahkan aci pemacu yang secara senyap-senyap memberikan perkhidmatan yang boleh dipercayai ratusan ribu kilometer daripada yang menjana pulangan jaminan, aduan NVH dan kegagalan medan. Melabur dalam keupayaan proses pada setiap peringkat pembuatan sentiasa lebih menjimatkan kos daripada menemui kecacatan pada pemeriksaan akhir atau, lebih teruk lagi, di lapangan.
Fenglan adalah Pengeluar Bahagian Ketepatan Elektrik di China, Pengeluar Alat Ganti Kepersisan Automotif dan Pembekal Bahagian Ketepatan Industri. Rakan Kongsi Boleh Dipercayai Anda dalam Pembuatan Alat Ganti dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China
Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China  Privasi
Privasi



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025