2026-06-01
2026-06-01 Bahagian logam mesin CNC adalah tulang belakang pembuatan ketepatan merentasi hampir setiap industri — daripada cakera turbin aeroangkasa dan implan perubatan kepada badan injap hidraulik dan penutup elektronik pengguna. Pemesinan kawalan berangka komputer (CNC) mengeluarkan bahan daripada bahan kerja logam pepejal menggunakan alat pemotong yang dikawal dengan tepat, menghasilkan bahagian dengan ketepatan dimensi, kualiti kemasan permukaan dan kebolehulangan yang tidak dipadankan oleh proses pembuatan lain secara konsisten. Sama ada anda mereka bentuk komponen logam CNC tersuai buat kali pertama atau mengoptimumkan program pengeluaran sedia ada, memahami cara pemilihan bahan, pilihan reka bentuk, toleransi dan kemasan permukaan berinteraksi akan menentukan sama ada bahagian siap berfungsi seperti yang dimaksudkan dan sama ada kos menghasilkannya adalah kompetitif. Panduan ini merangkumi semua dimensi tersebut secara praktikal, perincian berfokuskan aplikasi.
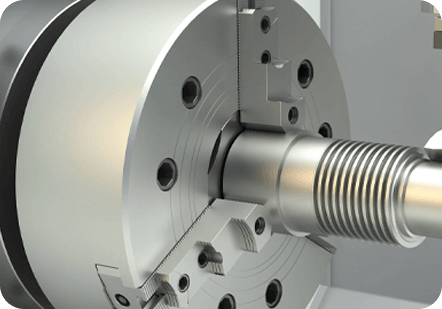
Pemesinan CNC merangkumi beberapa proses penyingkiran bahan yang berbeza — mengisar, memusing, menggerudi, membosankan, mengetuk dan mengisar — semuanya dikawal oleh program berangka yang menterjemahkan geometri CAD 3D ke dalam laluan alat tepat yang dilaksanakan oleh paksi mesin yang dipacu servo. Ciri yang menentukan yang memisahkan bahagian logam mesin CNC daripada tuangan, penempaan, atau bahagian pembuatan bahan tambahan ialah bahan itu adalah ditolak daripada bilet pepejal, bar atau kosong berbentuk hampir bersih untuk menghasilkan geometri akhir. Proses ini bermula dengan bentuk bahan mentah yang lebih besar daripada bahagian siap, dan alat pemotong mengeluarkan semua yang bukan bahagiannya.
Mesin pengilangan CNC menggunakan kilang hujung berbilang seruling berputar, kilang muka dan gerudi untuk menghasilkan ciri prismatik — poket, slot, lubang, bor balas, profil dan muka rata — pada bahagian yang dipegang dalam ragum atau lekapan. Kilang 3 paksi menyediakan gerakan linear X, Y dan Z; Mesin 4 dan 5 paksi menambah paksi berputar yang membolehkan ciri berbilang muka kompleks dipotong dalam satu persediaan. Pusat pemusing CNC memutarkan bahan kerja semasa alat pemotong pegun atau hidup membentuk OD, menanggung ID, menghadap ke hujung dan memotong benang — menghasilkan ciri silinder dan kon yang menjadi ciri aci, sesendal, penyambung berulir dan kili injap. Banyak pusat pemesinan CNC moden menggabungkan pengilangan dan pemusingan dalam satu mesin — pusat pemusingan atau pelarik berbilang tugas — melengkapkan semua ciri bahagian putaran kompleks tanpa persediaan perantaraan.
Bahagian logam mesin CNC ketepatan secara rutin mencapai toleransi dimensi linear sebanyak ±0.025 mm (±0.001 inci) dalam pengeluaran standard dan ±0.005 mm atau lebih ketat untuk ciri pembumian ketepatan atau lapped. Nilai kekasaran permukaan Ra 0.8 µm (32 µin) adalah standard dengan pengilangan kemasan; mengisar dan mengasah mencapai Ra 0.2 µm atau lebih baik untuk galas dan permukaan pengedap. Tahap prestasi ini, digabungkan dengan keupayaan untuk menghasilkan hampir semua geometri yang boleh dibayangkan oleh pereka, menjelaskan mengapa pemesinan CNC mendominasi pengeluaran bahagian ketepatan daripada prototaip melalui kuantiti pengeluaran.
Pilihan logam untuk bahagian mesin CNC mempengaruhi setiap pembolehubah hiliran — kebolehmesinan, toleransi yang boleh dicapai, kualiti kemasan permukaan, pilihan rawatan haba selepas pemesinan, prestasi kakisan, dan akhirnya kos bahagian. Keluarga utama logam yang digunakan dalam pemesinan CNC masing-masing mempunyai profil yang berbeza.
Aluminium adalah logam yang paling banyak dimesin dalam pengeluaran CNC ketepatan, dan untuk alasan yang baik. Penarafan kebolehmesinannya jauh lebih tinggi daripada keluli atau titanium — aloi aluminium boleh dipotong dua hingga lima kali ganda kelajuan keluli tahan karat, secara mendadak mengurangkan masa dan kos pemesinan. Aluminium 6061-T6 ialah gred tujuan am standard: kebolehmesinan yang sangat baik, rintangan kakisan yang baik, kekuatan sederhana (kekuatan tegangan ~310 MPa), dan keserasian kemasan permukaan yang luas termasuk anodisasi, letupan manik dan salutan serbuk. Aluminium 7075-T6 memberikan kekuatan yang lebih tinggi (~572 MPa tegangan) untuk aeroangkasa struktur dan komponen pertahanan pada premium kos yang sederhana. Untuk pelekap optik, perumah elektronik, sink haba, komponen pneumatik dan kurungan struktur, bahagian mesin CNC aluminium memberikan gabungan prestasi terbaik bagi setiap dolar bagi mana-mana logam.
Bahagian mesin CNC keluli tahan karat ditentukan di mana-mana rintangan kakisan, kekuatan suhu tinggi atau pematuhan sentuhan makanan/farmaseutikal diperlukan. 303 tahan karat ialah gred pemesinan bebas — penambahan sulfur memperbaiki pecah cip dan mengurangkan haus alatan pada kos rintangan kakisan yang berkurangan sedikit; ia sesuai untuk aci, pengikat dan komponen struktur tidak kritikal. Tahan karat 316L menawarkan rintangan kakisan yang unggul (terutamanya kepada klorida dan asid) dan merupakan bahan standard untuk komponen peranti perubatan, peralatan pemprosesan makanan, kelengkapan marin dan perkakasan proses kimia. Tahan karat 17-4 PH boleh mengeraskan kerpasan kepada ~1,170 MPa kekuatan tegangan sambil mengekalkan rintangan kakisan yang baik, menjadikannya bahan kuda kerja dalam aeroangkasa, pertahanan dan aplikasi minyak dan gas. Mesin keluli tahan karat pada kira-kira separuh kelajuan aluminium — menjangkakan masa kitaran yang lebih lama dan kos perkakas yang lebih tinggi berbanding bahagian aluminium dengan kerumitan yang setara.
Titanium menawarkan nisbah kekuatan kepada berat terbaik bagi mana-mana logam yang biasa dimesin — Ti-6Al-4V (Gred 5) mencapai tegangan ~950 MPa pada ketumpatan hanya 4.43 g/cm³, kira-kira 60 peratus ketumpatan keluli pada kekuatan yang serupa atau lebih besar. Biokeserasiannya menjadikannya bahan standard untuk implan ortopedik, komponen pergigian dan instrumen pembedahan. Komponen struktur aeroangkasa, bahagian enjin lumba dan peralatan sukan berprestasi tinggi juga memacu bahagian mesin CNC titanium yang tinggi. Pertukaran adalah penting: titanium mempunyai kekonduksian terma yang rendah, menyebabkan haba tertumpu pada bahagian canggih dan bukannya meresap ke dalam cip, yang mempercepatkan haus alatan. Ia juga bekerja keras semasa pemesinan jika parameter pemotongan tidak betul. Bahagian titanium memerlukan perkakas karbida, tekanan penyejuk tinggi, suapan dan kelajuan konservatif, dan pengaturcara yang berpengalaman — semuanya diterjemahkan kepada kos yang lebih tinggi bagi setiap bahagian daripada aluminium atau keluli lembut.
Keluli karbon dan aloi ialah tulang belakang komponen mesin CNC mekanikal — gear, aci, perumah, perkakas dan anggota struktur di mana kekuatan mutlak, keliatan dan kecekapan kos adalah keutamaan. 1018 mesin keluli lembut dengan mudah dan digunakan untuk kurungan dan lekapan tekanan rendah. Keluli chromoly 4140 ialah gred struktur standard — haba boleh dirawat dengan pelbagai tahap kekerasan, dengan kebolehmesinan yang baik dalam keadaan anil, keliatan yang sangat baik selepas rawatan haba, dan ketersediaan yang luas dalam bar dan plat. Keluli alat A2 dan D2 dimesin dalam keadaan sepuhlindap dan dikeraskan selepas pemesinan untuk alat pemotong, acuan dan komponen haus. Kos bahan mentah keluli adalah yang paling rendah daripada mana-mana logam kejuruteraan, yang mengimbangi kelajuan pemesinan yang lebih perlahan berbanding aluminium untuk aplikasi volum tinggi.
Loyang pemesinan bebas C360 mempunyai penarafan kebolehmesinan tertinggi bagi mana-mana logam — selalunya dinilai pada 100% (penanda aras yang dibandingkan dengan semua logam lain) — dan menghasilkan cip terpendek dan paling boleh dikawal daripada sebarang bahan. Bahagian mesin CNC tembaga adalah standard dalam kelengkapan paip, penyambung elektrik, komponen instrumentasi dan perkakasan hiasan. Mesin kuprum berilium (C172) dengan cukup baik dan boleh dikeraskan mengikut umur kepada kekerasan kualiti spring sambil mengekalkan kekonduksian elektrik yang baik — digunakan untuk sesentuh elektrik, spring dan alatan tidak percikan tepat. Premium kos loyang dan tembaga berbanding keluli mengehadkan penggunaannya kepada aplikasi di mana sifat khusus mereka diperlukan.
Jadual di bawah meringkaskan kebolehmesinan relatif, toleransi biasa yang boleh dicapai, dan kos setiap bahagian relatif untuk logam mesin CNC yang paling biasa, membantu jurutera membuat keputusan pemilihan bahan yang pantas.
| Logam / Gred | Penilaian Kebolehmesinan | Toleransi Biasa (Standard) | Kos Bahagian Relatif | Aplikasi Biasa |
|---|---|---|---|---|
| Aluminium 6061-T6 | Cemerlang | ±0.025 mm | rendah | Perumahan, kurungan, sink haba, struktur aeroangkasa |
| Aluminium 7075-T6 | Sangat Baik | ±0.025 mm | rendah–Medium | Struktur aeroangkasa, kurungan beban tinggi |
| Keluli Tahan Karat 303 | bagus | ±0.025 mm | Sederhana | Aci, pengikat, komponen instrumen |
| Keluli Tahan Karat 316L | Sederhana | ±0.025 mm | Sederhana–High | Peranti perubatan, marin, pemprosesan makanan |
| Keluli 4140 (sepuhlindap) | bagus | ±0.025 mm | rendah–Medium | Gear, aci, komponen struktur |
| Titanium Ti-6Al-4V | Sukar | ±0.025 mm | tinggi | Aeroangkasa, implan perubatan, sukan berprestasi tinggi |
| Loyang C360 | Cemerlang | ±0.025 mm | Sederhana | Kelengkapan, penyambung, instrumentasi |
| Inconel 718 | Sangat Sukar | ±0.05 mm | Sangat Tinggi | Bahagian enjin jet, komponen industri suhu tinggi |
Spesifikasi toleransi adalah salah satu keputusan paling penting yang dibuat oleh jurutera semasa mereka bentuk bahagian logam mesin CNC — dan salah satu sumber kos yang tidak perlu yang paling biasa. Toleransi mentakrifkan variasi yang dibenarkan daripada dimensi nominal: lubang yang ditentukan sebagai 20.00 mm ± 0.025 mm bermakna dimensi akhir boleh mengukur mana-mana antara 19.975 mm dan 20.025 mm dan masih boleh diterima. Setiap dimensi pada bahagian mesin CNC membawa toleransi, sama ada secara eksplisit dipanggil atau digunakan secara tersirat melalui piawaian toleransi am yang dirujuk dalam blok tajuk lukisan.
Piawaian toleransi am yang paling banyak dirujuk untuk bahagian logam mesin CNC ialah ISO 2768. Kelas sederhana (ISO 2768-m) mentakrifkan toleransi linear am ±0.1 mm untuk dimensi antara 30–120 mm, dan ±0.15 mm untuk dimensi antara 120–400 mm. Kelas halus (ISO 2768-f) mengetatkan ini masing-masing kepada ±0.05 mm dan ±0.1 mm. Ini adalah lalai yang betul untuk kebanyakan bahagian CNC mekanikal di mana ciri tidak perlu dipadankan dengan kelegaan ketepatan. Toleransi yang lebih ketat hanya perlu dipanggil pada dimensi tertentu yang mana fungsi sebenarnya memerlukannya — padanan, permukaan mengawan, tempat duduk galas, permukaan pengedap dan ciri kedudukan.
Kesan kos pengetatan toleransi adalah tidak linear dan ketara. Dimensi toleransi standard dimesin dalam pas pengeluaran biasa tanpa perhatian khusus. Mengetatkan daripada ±0.1 mm kepada ±0.025 mm boleh menggandakan atau menggandakan masa pemesinan untuk ciri tersebut — memerlukan hantaran penamat, perkakas khusus dan pengukuran dalam proses. Mengetatkan kepada ±0.005 mm lazimnya memerlukan operasi mengisar atau mengasah selepas pemesinan, yang berpotensi meningkatkan kos ciri tersebut sebanyak lima hingga sepuluh kali ganda. Disiplin kejuruteraan untuk menggunakan toleransi paling longgar yang memenuhi keperluan fungsian — bukan yang paling ketat yang boleh dicapai — ialah salah satu amalan pengurangan kos pulangan tertinggi dalam reka bentuk bahagian CNC.
GD&T (setiap ASME Y14.5 atau ISO 1101) melangkaui toleransi linear untuk menentukan variasi yang dibenarkan dalam bentuk, orientasi, lokasi dan kehabisan ciri berbanding dengan datum. Untuk komponen logam ketepatan mesin CNC, petak bual GD&T untuk kerataan, keserenjangan, kedudukan sebenar dan silinder menyampaikan keperluan fungsian dengan lebih tepat daripada toleransi koordinat sahaja, dan selalunya membenarkan toleransi koordinat yang lebih luas sambil masih menjamin kesesuaian pemasangan. Machinist dan pengaturcara CMM bekerja secara langsung dengan butiran GD&T semasa pengeluaran dan pemeriksaan — pastikan lukisan tidak jelas dan merujuk versi standard ASME atau ISO yang betul untuk mengelakkan pertikaian tafsiran semasa kelayakan pembekal.

Bahagian logam CNC as-mesin membawa tanda alat yang boleh dilihat - biasanya cusps selari dari laluan alat - dan kekasaran permukaan ditentukan oleh geometri alat, kadar suapan dan parameter pemotongan yang digunakan. Nilai Ra as-mesin biasanya jatuh antara 0.8 µm dan 3.2 µm untuk permukaan giling, yang mencukupi untuk kebanyakan aplikasi struktur dan mekanikal. Apabila penampilan, rintangan kakisan, rintangan haus, atau tenaga permukaan tertentu diperlukan, rawatan permukaan selepas pemesinan digunakan.
Anodizing ialah proses elektrokimia yang menukarkan lapisan permukaan aluminium kepada aluminium oksida, menghasilkan lapisan penebat elektrik yang keras, tahan kakisan, yang penting kepada logam asas. Anodisasi Jenis II menghasilkan lapisan dengan ketebalan 5–25 µm dan merupakan kemasan standard kosmetik dan tahan kakisan untuk bahagian CNC aluminium — tersedia dalam warna jernih (semula jadi) atau pelbagai warna pewarna. Anodisasi keras jenis III (lapisan keras) menghasilkan lapisan 25–100 µm pada kekerasan Rockwell ~65 HRC, memberikan rintangan haus yang luar biasa untuk permukaan gelongsor dan galas. Anodisasi menambah perubahan dimensi yang minimum (biasanya separuh ketebalan lapisan ditambah pada permukaan; separuh lagi menggantikan logam asas), yang mesti diambil kira pada ciri toleransi ketat dengan pra-pemesinan bersaiz kecil di kawasan anodisasi.
Penyaduran elektrik deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
Pempasifan mengeluarkan sebatian besi dan besi bebas daripada permukaan keluli tahan karat dengan rendaman dalam larutan asid nitrik atau sitrik, membolehkan lapisan kromium oksida pasif yang seragam terbentuk. Ini meningkatkan rintangan kakisan yang wujud bagi keluli tahan karat tanpa menambah bahan pada permukaan — dimensi yang dipasifkan tidak berubah dengan berkesan. Pasif ialah amalan standard untuk bahagian mesin CNC keluli tahan karat dalam aplikasi perubatan, pemprosesan makanan, farmaseutikal dan marin, dan biasanya diperlukan oleh ASTM A967 atau ASTM A380 dalam industri terkawal.
Salutan serbuk secara elektrostatik menggunakan serbuk polimer kering pada permukaan logam, yang kemudian diawetkan dalam ketuhar untuk membentuk kemasan hiasan yang tahan lama, tahan hentaman, tersedia dalam beribu-ribu warna dan tekstur. Salutan serbuk menambah ketebalan 50–100 µm dan tidak boleh dinyatakan pada permukaan toleransi ketat tanpa pemesinan atau pemesinan selepas kot. Ia biasanya digunakan pada bahagian mesin CNC aluminium dan keluli di mana penampilan dan rintangan kakisan diperlukan — perumah peralatan, panel, bingkai struktur dan penutup produk pengguna.
Letupan manik mendorong manik kaca pada permukaan bahagian di bawah tekanan udara, menghasilkan tekstur seragam, matte, satin dengan mengubah bentuk puncak permukaan tanpa mengeluarkan bahan yang ketara. Proses ini menghapuskan tanda alat arah daripada pengilangan, mewujudkan penampilan visual yang konsisten merentas semua permukaan tanpa mengira arah laluan alat. Bahagian mesin CNC yang diletupkan manik biasanya digunakan sebagai kemasan akhir pada perumah dan panel aluminium, atau sebagai langkah penyediaan sebelum anodisasi atau salutan serbuk untuk memastikan penampilan kemasan seragam pada bahagian akhir.
Kebanyakan kos bahagian logam mesin CNC ditentukan sebelum cip pertama dipotong — ia dikunci oleh keputusan reka bentuk tentang geometri, toleransi, bahan, dan bilangan persediaan yang diperlukan untuk melengkapkan bahagian tersebut. Analisis reka bentuk untuk kebolehkilangan (DFM) semasa fasa reka bentuk secara rutin mengurangkan kos pemesinan sebanyak 15–40 peratus dan mengurangkan masa plumbum dengan ketara tanpa menjejaskan fungsi bahagian.
Aplikasi komponen logam mesin CNC merangkumi hampir setiap sektor industri moden, tetapi beberapa industri adalah pengguna intensif bahagian logam mesin ketepatan kerana keperluan prestasi dan persekitaran pengawalseliaan mereka.
Bahagian mesin CNC Aeroangkasa — kurungan struktur, komponen enjin, kelengkapan gear pendaratan, manifold hidraulik, tempat penderia — dihasilkan dalam aloi aluminium, titanium dan nikel dengan toleransi yang paling ketat dan keperluan kualiti yang paling ketat bagi mana-mana industri. Pensijilan sistem kualiti AS9100, pemeriksaan artikel pertama (FAI) bagi setiap AS9102, dan kebolehkesanan bahan daripada sijil kilang kepada bahagian siap adalah keperluan standard. Pemesinan CNC 5 paksi berbilang paksi adalah standard untuk komponen struktur yang kompleks; sesetengah bahagian aeroangkasa titanium dan Inconel mempunyai nisbah beli-untuk-terbang 10:1 atau lebih tinggi (10 kg bahan mentah dimesin untuk menghasilkan bahagian siap 1 kg), menjadikan pemilihan bahan dan kecekapan pemesinan pemacu kos kritikal.
Implan ortopedik (penggantian sendi, plat tulang, skru), instrumen pembedahan, komponen pergigian, dan perumah peralatan diagnostik adalah kategori utama bahagian logam mesin CNC perubatan. Titanium dan keluli tahan karat 316L adalah bahan yang dominan. Pensijilan sistem kualiti ISO 13485 diperlukan untuk pembuatan kontrak peranti perubatan. Kemasan permukaan ialah pembolehubah prestasi kritikal untuk implan — Nilai Ra 0.1–0.2 µm atau lebih baik ditentukan untuk permukaan artikulasi bagi meminimumkan penjanaan serpihan haus, yang memerlukan pengisaran kemasan atau penggilap elektrik selepas pemesinan CNC.
Pengeluaran automotif volum tinggi menggunakan pemesinan CNC terutamanya untuk komponen yang memerlukan ketepatan yang tidak dapat dicapai oleh tuangan atau penempaan sahaja — kepala dan blok silinder enjin (pemesinan penamat lubang, muka dan lubang berulir), perumah transmisi, badan angkup dan aci ketepatan. Aplikasi automotif sukan permotoran dan prestasi menggunakan bahagian logam mesin CNC hampir secara eksklusif — rod penyambung titanium, tegak aluminium dan komponen suspensi, manifold pengambilan aluminium bilet, dan hab roda ketepatan adalah semua contoh. Pensijilan sistem kualiti IATF 16949 dan dokumentasi PPAP (Proses Kelulusan Bahagian Pengeluaran) adalah standard dalam rantaian bekalan pengeluaran automotif.
Alat penggerudian lubang bawah, komponen kepala telaga, badan injap, blok manifold, dan kelengkapan vesel tekanan dalam industri minyak dan gas memerlukan pemutaran dan pengilangan CNC berdiameter besar dalam aloi berkekuatan tinggi termasuk keluli 4140, Inconel dan tahan karat Dupleks. Komponen tertakluk kepada tekanan melampau, persekitaran yang menghakis dan kitaran suhu yang memerlukan prestasi bahan dan ketepatan dimensi. NACE MR0175/ISO 15156 keperluan kelayakan bahan untuk persekitaran perkhidmatan masam (H₂S) mengehadkan bahan yang dibenarkan dan keadaan rawatan haba untuk banyak komponen lubang bawah.
Bahagian mesin CNC aluminium ketepatan dan keluli tahan karat adalah standard dalam peralatan modal semikonduktor — lengan robot pengendalian wafer, komponen ruang vakum, peringkat ketepatan dan lekapan metrologi. Kerataan, selari dan toleransi kedudukan dalam julat ±0.005 mm adalah perkara biasa untuk bahagian peralatan semikonduktor. Aluminium 6061-T6 dan 7075-T6 adalah standard, dengan anodisasi keras menyediakan permukaan tahan haus yang diperlukan untuk hayat komponen robotik. Kepungan elektronik pengguna — casis komputer riba, bingkai telefon, perumah pembesar suara — juga dihasilkan dalam jumlah tinggi daripada aluminium mesin CNC, dengan kemasan diletupkan manik dan anod memberikan penampilan premium yang dijangkakan pasaran.
Sama ada menyumber bahagian mesin CNC prototaip atau melayakkan pembekal untuk jumlah pengeluaran, set keupayaan dan sifat kualiti yang sama menentukan sama ada pembekal pemesinan boleh menghasilkan alat ganti mengikut keperluan anda dengan pasti.
Fenglan adalah Pengeluar Bahagian Ketepatan Elektrik di China, Pengeluar Alat Ganti Kepersisan Automotif dan Pembekal Bahagian Ketepatan Industri. Rakan Kongsi Boleh Dipercayai Anda dalam Pembuatan Alat Ganti dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China
Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China  Privasi
Privasi



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025