2026-05-22
2026-05-22 Spring gas kelihatan sangat mudah — silinder bertekanan dengan rod gelongsor. Tetapi setiap permukaan yang mengelak, membimbing, atau menanggung beban mesti dimesin mengikut spesifikasi yang tepat. Terlepas diameter lubang walaupun beberapa ratus milimeter dan gas nitrogen melepasi pengedap, spring kehilangan daya terkadarnya dan pelanggan OEM menolak keseluruhan kumpulan. Pemesinan CNC spring gas automotif Oleh itu, merupakan salah satu proses yang toleransi tidak boleh dirunding, dan setiap keputusan laluan alat mempunyai akibat hiliran pada hayat produk.
Artikel ini membincangkan operasi pemesinan kritikal, bahan, keperluan toleransi dan langkah kemasan permukaan yang terlibat dalam pembuatan komponen spring gas automotif berkualiti tinggi — sama ada anda memetik larian pengeluaran atau mereka bentuk bahagian untuk kebolehkilangan.
Pemasangan spring gas automotif mengandungi beberapa komponen dimesin, setiap satu dengan fungsi yang berbeza dan kritikal dimensi. Memahami perkara yang dilakukan oleh setiap bahagian menjadikannya lebih mudah untuk menentukan proses dan toleransi yang betul dari awal.
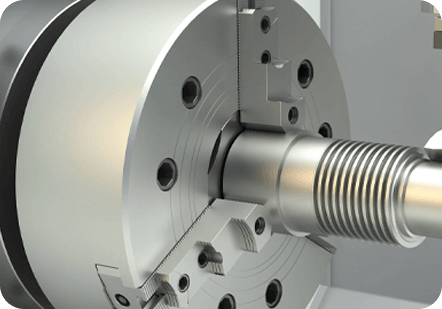
Silinder ialah perumah luar - biasanya tiub keluli atau aluminium lancar yang memegang nitrogen bertekanan. Operasi CNC di sini menumpukan pada kemasan gerek dan pemesinan muka akhir. Lubang dalaman mesti diasah atau dipusing penamat untuk mencapai kedua-dua diameter yang betul dan kekasaran permukaan yang cukup rendah untuk pengedap omboh meluncur tanpa geseran atau haus yang berlebihan. Diameter dalaman dalam silinder spring gas automotif biasanya berkisar antara 10 mm hingga 60 mm, dengan toleransi gerek dalam julat H7 (biasanya ±0.010–0.025 mm bergantung pada diameter).
Rod omboh ialah komponen tunggal yang paling kritikal dari segi dimensi. Ia mestilah lurus ke dalam had yang ketat, mempunyai diameter yang dipegang untuk menutup toleransi untuk kesesuaian pengedap, dan membawa kemasan permukaan yang tahan haus dan kakisan. Pusingan CNC menghasilkan rod kosong; pengisaran tanpa pusat seterusnya dan penyaduran krom keras atau nitrokarburisasi adalah langkah pasca pemesinan standard. Diameter rod biasanya berjalan dari 6 mm hingga 28 mm dalam aplikasi automotif, dan sisihan kelurusan melebihi 0.05 mm melebihi 300 mm panjang boleh menyebabkan pengikatan omboh dan kegagalan pengedap dipercepatkan.
Omboh itu sendiri dimesin agar sesuai dengan gerek dengan kelegaan terkawal. Ia membawa geometri laluan gas - alur, lubang atau profil bertingkat - yang mengawal tingkah laku aliran gas semasa pemampatan dan sambungan. Operasi memusing dan mengisar CNC mencipta ciri ini. Mana-mana burr yang tertinggal dalam laluan gas atau alur pengedap mengubah ciri aliran dan berisiko kerosakan pengedap semasa pemasangan.
Panduan rod menjajarkan dan menyokong rod omboh pada hujung terbuka silinder. Ia memerlukan ID bosan yang tepat untuk memadankan diameter rod dan OD untuk memuatkan lubang silinder tanpa bermain. Penutup hujung untuk reka bentuk yang dimeterai selalunya dikelim atau diikat pada tempatnya, jadi geometri benang dan segi empat sama muka penting untuk pemasangan bebas kebocoran. Bahagian ini biasanya diputarkan CNC dalam keluli atau plastik kejuruteraan yang diperkukuh dengan sisipan logam.
Pilihan bahan mempengaruhi setiap keputusan pemesinan hiliran — kelajuan pemotongan, pemilihan alat, kaedah kemasan permukaan dan kriteria pemeriksaan akhir. Komponen spring gas automotif kebanyakannya diperbuat daripada set kecil bahan, masing-masing mempunyai ciri pemesinan yang diketahui.
| Komponen | Bahan Biasa | Pertimbangan Pemesinan Utama |
|---|---|---|
| tiub silinder | Keluli lancar yang ditarik sejuk (cth., ST52, E235) | Gerbang pra-lukisan mengurangkan pemesinan dalaman; selesai mengasah mencapai Ra akhir |
| Rod omboh | Keluli karbon dikeraskan kotak (cth., C45, 42CrMo4) | Krom keras atau nitriding selepas putaran CNC; mengisar kepada diameter akhir |
| Piston | Die-cast zink, keluli, atau polimer POM | Bahagian die-cast perlu selesai membelok; bahagian polimer memerlukan haba yang rendah, alat tajam |
| Panduan rod / penutup hujung | Loyang, aluminium atau keluli | Mesin tembaga secara bebas; aluminium memerlukan penyejuk banjir untuk kualiti permukaan |
| Varian ringan | Aloi aluminium (cth., 6061-T6, 7075) | Kadar suapan yang tinggi mungkin; anodisasi diperlukan untuk perlindungan kakisan |
Keluli kekal sebagai pilihan dominan untuk komponen struktur kerana kekuatan tegangannya yang tinggi dan tingkah laku keletihan yang difahami dengan baik di bawah beban tekanan gas kitaran. Aloi aluminium digunakan lebih kerap dalam aplikasi kereta penumpang yang sensitif berat - tupang penutup batang adalah contoh biasa - di mana tekanan operasi yang lebih rendah membolehkan bahagian dinding yang lebih nipis dan diameter rod yang lebih kecil. Untuk mana-mana komponen spring gas aluminium, anodisasi atau salutan keras adalah wajib untuk mengelakkan hakisan yang membimbangkan pada antara muka pengedap rod.
Prestasi spring gas secara langsung dikawal oleh hubungan dimensi antara rod omboh, lubang silinder, dan elemen pengedap. Menentukan toleransi terlalu longgar berisiko kebocoran dan hayat perkhidmatan yang singkat; menyatakannya lebih ketat daripada yang diperlukan meningkatkan kos pemesinan tanpa menambah nilai fungsi. Jadual di bawah meringkaskan sasaran toleransi praktikal untuk antara muka muat utama.
| Antara muka | Jenis Fit | Toleransi Biasa (diameter) | Tujuan |
|---|---|---|---|
| Rod omboh OD / seal ID | Tutup larian (f7/H7) | ±0.010–0.015 mm | Memastikan sentuhan pengedap tanpa seretan rod |
| Lubang silinder / omboh OD | Kelegaan (H7/e8) | Kelegaan 0.020–0.060 mm | Membenarkan perjalanan omboh tanpa sentuhan logam |
| Panduan rod OD / gerek silinder | Peralihan (H7/js6) | 0–0.015 mm | Mencegah goyang panduan; mengekalkan penjajaran rod |
| Benang pada penutup hujung | 6H / 6g standard | Metrik ISO, muat sederhana | Pengedap di bawah tekanan; kemudahan pemasangan |
Untuk dimensi gerek kritikal, Pusingan CNC sahaja jarang mencukupi sebagai operasi akhir . Mengasah menambah gabungan ketepatan dimensi dan peletakan permukaan terkawal yang diperlukan oleh pengedap — gerek yang diputar pada Ra 0.8 µm merendahkan hayat pengedap berbanding permukaan yang diasah pada Ra 0.2–0.4 µm. Diameter rod omboh adalah serupa dengan tanah penamat selepas berpusing, dengan langkah pengisaran memegang jalur toleransi h6 atau f7 akhir yang diperlukan untuk penglibatan pengedap yang betul.
Di luar diameter, komponen spring gas memerlukan kawalan ralat bentuk. Lubang yang berada dalam toleransi diameter tetapi ketara di luar pusingan akan menghasilkan mampatan kedap yang tidak sekata, yang membawa kepada laluan kebocoran setempat. Keperluan kebulatan untuk lubang silinder dalam pengeluaran spring gas automotif biasanya 0.003–0.008 mm (3–8 µm), yang boleh dicapai dengan pemusingan CNC yang berkualiti diikuti dengan mengasah pada mesin khusus. Silinder — gabungan kebulatan dan kelurusan sepanjang lubang penuh — paling penting untuk silinder yang lebih panjang di mana pertumbuhan haba semasa pemesinan boleh menyebabkan ralat laras atau tirus.
Nilai kekasaran permukaan dinyatakan sebagai Ra (min kekasaran aritmetik) dan mesti disahkan dengan profilometer, bukan dianggarkan melalui pemeriksaan visual. Lubang silinder dan permukaan kerja rod omboh masing-masing mempunyai sasaran yang berbeza:

Geometri silinder komponen spring gas menjadikan CNC mengubah proses pembuatan yang dominan. Pusat pemusing CNC moden — terutamanya mesin twin-spindle, twin-turret — sangat sesuai untuk pengeluaran spring gas automotif kerana ia boleh melengkapkan bahagian dalam satu persediaan, menghapuskan ralat penetapan semula yang merendahkan konsentriksi antara lubang dan diameter luar.
Rod omboh biasanya dihasilkan daripada stok bar pada mesin pelarik CNC dengan penyuap bar. Urutan pusingan termasuk pusingan OD kasar, belitan pada hujung lampiran, pemotongan terkecil untuk gelang snap atau alur pengedap dan chamfering. Oleh kerana stok bar ialah bahan permulaan, kelurusan bahan masuk adalah penting — stok bar tunduk memperkenalkan kehabisan yang mengalir ke batang siap dan hanya boleh diperbetulkan dengan pengisaran tanpa pusat. Menentukan kelurusan bar mentah kepada dalam 0.5 mm setiap meter sebelum pemesinan menghalang kerja semula hiliran.
Komponen spring gas adalah produk volum tinggi. Pembekal OEM automotif yang menghasilkan puluhan ribu silinder sebulan memerlukan masa kitaran dalam julat 30–90 saat setiap bahagian untuk bersaing dengan kos. Pusat belok CNC menara berkembar menangani perkara ini dengan memesin dua ciri serentak — contohnya, memusing OD secara kasar sambil membosankan ID — memotong masa kitaran sebanyak 30–50% berbanding dengan operasi berurutan pada mesin turet tunggal. Operasi pemadaman lampu semalaman dengan suapan bar automatik dan pengumpulan bahagian mengurangkan lagi kos setiap bahagian untuk larian volum tinggi.
Sesetengah reka bentuk spring gas memerlukan port jejari, lubang isian gerudi silang atau flat giling pada hujung silinder untuk pemasangan perkakas pemasangan. Pusat memusing CNC dengan perkakas langsung mengendalikan ciri ini dalam persediaan yang sama seperti operasi memusing, mengelakkan operasi pengilangan CNC sekunder. Ini amat penting untuk port isian gas — lubang berdiameter kecil yang digerudi secara jejari ke dalam dinding silinder — di mana ketepatan kedudukan berbanding garis tengah lubang mempengaruhi kesesuaian palam pengedap.
Permukaan mesin CNC mentah hampir tidak pernah menjadi keadaan permukaan akhir untuk komponen spring gas automotif. Keperluan prestasi kakisan, haus dan geseran semua memacu rawatan pasca pemesinan yang mesti diambil kira dalam dimensi pemesinan asal.
Krom keras adalah rawatan permukaan yang paling biasa untuk rod omboh. Lapisan krom biasa 10–25 µm dimendapkan selepas mengisar, kemudian dikisar semula hingga ke diameter akhir. Urutan "plat dan kisar" ini mencapai kedua-dua kekerasan permukaan (900–1000 HV) yang diperlukan untuk menahan haus pengedap dan kemasan Ra 0.1 µm yang diperlukan untuk operasi geseran rendah. Chrome menambah diameter rod, jadi diameter tanah pra-krom mesti dikira untuk mendarat dalam toleransi selepas deposit krom — langkah yang memerlukan kawalan proses penyaduran yang konsisten dan komunikasi rapat antara kedai pemesinan dan kemudahan penyaduran.
Untuk aplikasi di mana penyaduran krom dihadkan disebabkan oleh peraturan alam sekitar (krom heksavalen tertakluk kepada sekatan REACH di Eropah), nitrokarburisasi — juga dipanggil nitrokarburisasi ferit atau rawatan Tenifer/Melonit — ialah alternatif pilihan. Proses meresap nitrogen dan karbon ke dalam permukaan keluli untuk membentuk lapisan sebatian keras setebal 10–20 µm, digabungkan dengan zon resapan yang lebih dalam yang meningkatkan kekuatan keletihan. Tidak seperti penyaduran krom, nitrokarburisasi menghasilkan perubahan dimensi yang minimum (biasanya di bawah 5 µm pertumbuhan), jadi rod toleransi ketat selalunya boleh diproses tanpa langkah pengisaran selepas rawatan. Permukaan yang terhasil mempunyai rintangan kakisan yang sangat baik dan ciri penampilan kelabu gelap.
Lubang silinder menerima pengasah selepas CNC berpusing untuk mencapai diameter akhir, kebulatan dan tekstur permukaan secara serentak. Mengasah dataran tinggi — proses mengasah dua langkah menggunakan batu yang lebih kasar diikuti dengan batu kemasan yang halus — menghasilkan permukaan dengan lembah cetek untuk pengekalan minyak dan puncak rata yang tahan haus. Profil ini diukur dengan parameter Rk (kedalaman kekasaran teras, ketinggian puncak yang dikurangkan, kedalaman lembah yang dikurangkan) dan bukannya nilai Ra mudah, dan harus dinyatakan pada lukisan untuk aplikasi gerek kritikal. Lubang yang diasah dataran tinggi memanjangkan hayat pengedap dengan ketara berbanding dengan permukaan yang diasah lurus atau satu langkah.
Tiub silinder dan komponen keluli struktur yang tidak memerlukan permukaan haus biasanya disadur dengan zink-nikel untuk perlindungan kakisan. Zink-nikel (12–15% kandungan nikel) menawarkan rintangan semburan garam yang jauh lebih baik daripada penyaduran zink konvensional — biasanya 720–1000 jam kepada karat merah dalam ujian semburan garam neutral berbanding 120–240 jam untuk zink sahaja. Untuk mata air gas luaran atau bawah badan automotif yang terdedah kepada garam jalan dan lembapan, prestasi kakisan ini diperlukan oleh kebanyakan spesifikasi OEM.
Pemesinan spring gas automotif beroperasi di bawah sistem kualiti yang ketat, biasanya IATF 16949 atau ISO 9001 dengan keperluan pelanggan khusus automotif. Pemeriksaan bukan pintu terakhir — ia disepadukan ke dalam aliran pengeluaran melalui kawalan proses statistik dan pengukuran dalam proses.
Tolok udara ialah kaedah pilihan untuk pemeriksaan diameter volum tinggi kerana ia pantas (pengukuran dalam masa kurang dari 2 saat), tidak bersentuhan dan sangat boleh diulang. Spindle tolok udara yang dimasukkan ke dalam lubang atau diletakkan di sekeliling rod mengukur tekanan belakang udara, yang secara langsung dikaitkan dengan diameter melalui induk penentukuran. Tolok udara biasanya disepadukan ke dalam sel pusing CNC supaya setiap bahagian diukur sebelum memunggah, membolehkan maklum balas masa nyata kepada sistem pampasan mengimbangi alat mesin.
Pemeriksaan Mesin Pengukur Selaras (CMM) digunakan untuk kelulusan artikel pertama, audit berkala dan sebarang ciri yang tidak dapat diukur dengan mudah oleh pengukur udara — termasuk diameter padang benang, keserenjangan gerek ke muka dan kedudukan lubang gerudi silang. Program CMM untuk komponen spring gas biasanya ditulis untuk memadankan serlahan ciri GD&T lukisan, dan laporan pengukuran yang terhasil diserahkan kepada pelanggan sebagai sebahagian daripada Proses Kelulusan Bahagian Pengeluaran (PPAP).
Selepas pemasangan, ujian kebocoran 100% adalah amalan standard untuk spring gas automotif. Kaedah yang paling biasa menggunakan spektrometri jisim helium atau ujian pereputan tekanan pembezaan. Ujian tekanan pembezaan adalah lebih praktikal untuk pengeluaran volum tinggi — spring yang dipasang diberi tekanan kepada tekanan ujian, diasingkan, dan sebarang penurunan tekanan dalam tempoh yang ditetapkan (biasanya 10–30 saat) dibandingkan dengan ambang penolakan. Ujian pereputan tekanan yang ditentukur dengan baik boleh mengesan kadar kebocoran dengan pasti di bawah 1 cc/min nitrogen pada tekanan kerja.
Jurutera reka bentuk yang menyatakan komponen spring gas automotif boleh mengurangkan kos pemesinan dengan ketara dengan mengikuti beberapa peraturan praktikal. Ini tidak menjejaskan fungsi — mereka menyelaraskan reka bentuk dengan keupayaan semula jadi CNC membelok dan proses yang berkaitan.
Fenglan adalah Pengeluar Bahagian Ketepatan Elektrik di China, Pengeluar Alat Ganti Kepersisan Automotif dan Pembekal Bahagian Ketepatan Industri. Rakan Kongsi Boleh Dipercayai Anda dalam Pembuatan Alat Ganti dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China
Add: No.60, Jalan Zhuanghe Timur, Bandar Chunjiang, Kampung Wei, Daerah Xinbei, Bandar Changzhou, China  Privasi
Privasi



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025